 Ir al contenido
Ir al contenido ¿Qué es el taladrado profundo (Gun Drilling): proceso, aplicaciones y beneficios?
El taladrado profundo es un método de mecanizado ampliamente utilizado para crear orificios precisos con una alta relación longitud-diámetro. En este proceso se emplean brocas largas y huecas con sistemas internos de refrigeración para perforar orificios profundos y rectos en metales. Este artículo analiza qué es el taladrado profundo, su proceso, beneficios y aplicaciones en diferentes industrias.
Contenido

¿Qué es el taladrado profundo?
El taladrado profundo es un método utilizado para producir orificios profundos y precisos mediante herramientas de corte de un solo labio. Lo que diferencia al taladrado profundo es el uso de un eje hueco que suministra refrigerante internamente. Esto preserva la precisión de los orificios. En consecuencia, una broca de cañón puede perforar orificios con relaciones longitud-diámetro de hasta 300:1, mientras que las brocas helicoidales están limitadas a 5:1.
El taladrado profundo se originó en la industria de las armas de fuego a principios del siglo XX. En ese momento, los fabricantes necesitaban un proceso confiable para perforar los cañones de los rifles. El requisito de orificios perfectamente rectos con altas relaciones longitud-diámetro dio lugar al taladrado profundo. Con el tiempo, este método se extendió a diferentes industrias.
¿Cómo funciona el taladrado profundo?
El componente principal del taladrado profundo es la broca de cañón. Está diseñada para lograr orificios largos y profundos. Estos son los elementos de esta herramienta:
- Punta: Es el extremo afilado de la broca de cañón que elimina el material de la pieza. Tiene una única arista de carburo fijada en ángulo.
- Canal de refrigerante: Es el conducto interno que recorre el cuerpo de la broca. Conduce el refrigerante hasta la zona de corte. Esto elimina el calor del área de corte y evita la acumulación de virutas.
- Vástago: El vástago es la parte posterior de la broca de cañón que se conecta al husillo de la máquina de taladrar. Transmite la potencia de rotación desde la máquina hasta la punta de la broca.

Proceso paso a paso
Así funciona el proceso de taladrado profundo:
- Primero, la pieza de trabajo se sujeta firmemente al dispositivo de la máquina de taladrar. Esta alineación es importante, ya que queremos que el orificio comience en la posición correcta. La broca de cañón se instala en el husillo y se verifica su rectitud.
- La punta de la broca se ajusta al punto de inicio del orificio. Los parámetros de taladrado (velocidad, avance y profundidad) son establecidos por el operador de la máquina.
- La broca de cañón comienza a girar a alta velocidad y avanza lentamente en la pieza de trabajo.
- El refrigerante se suministra a través del canal interno a una velocidad muy alta hasta la punta de corte. Este refrigerante extrae el calor del corte y elimina las virutas de la zona de trabajo.
- Cuando la broca alcanza la profundidad necesaria, se detiene el avance en la pieza. La herramienta se retira lentamente mientras el refrigerante sigue fluyendo. Luego, se inspecciona el orificio para verificar las dimensiones y el acabado superficial.
Ventajas del taladrado profundo
El taladrado profundo ofrece muchas ventajas sobre los métodos tradicionales. Estas son las principales:
- Rectitud del orificio: El taladrado profundo ofrece una precisión extrema de los orificios, incluso en taladros profundos. Produce orificios rectos que mantienen tolerancias ajustadas a lo largo de toda la profundidad.
- Capacidad de profundidad: Las brocas de cañón pueden crear orificios significativamente más profundos de lo que permiten la mayoría de los métodos de taladrado tradicionales. Esta característica ofrece oportunidades para el diseño de componentes complejos.
- Acabado superficial: El taladrado profundo produce paredes de orificios excepcionalmente lisas. Gracias a la acción de corte controlada y al flujo continuo de refrigerante, la superficie del orificio permanece sin distorsiones.
- Control del diámetro: El taladrado profundo garantiza la consistencia en el diámetro de los orificios desde el inicio hasta el final. Esta exactitud es necesaria al fabricar componentes con tolerancias estrictas, como pistones hidráulicos e inyectores de combustible.
- Eliminación de virutas: El sistema interno del taladrado profundo expulsa continuamente las virutas mientras se perfora el orificio. De esta manera se evita que la obstrucción por virutas detenga el proceso.
Aplicaciones del taladrado profundo
Las aplicaciones del taladrado profundo se encuentran en una amplia gama de industrias. En todas ellas hay un aspecto común: la fabricación de componentes críticos. Estos componentes exigen precisión, tolerancias estrictas y un excelente acabado superficial. A continuación, se muestran algunas de las aplicaciones más destacadas del taladrado profundo en diversas industrias.
Industria del automóvil
En la industria automotriz, numerosos componentes requieren conductos para el flujo de aceite, combustible, etc. El taladrado profundo se utiliza en la fabricación de bloques de motor, inyectores de combustible, bombas de combustible, cilindros hidráulicos y varios otros componentes.

Industria aeroespacial
Los componentes de una aeronave soportan condiciones extremas que requieren estructuras internas casi perfectas. Estos componentes incluyen álabes de turbina, conductos de combustible y pasajes hidráulicos en los sistemas de tren de aterrizaje.
Fabricación de dispositivos médicos
Las aplicaciones médicas requieren alta limpieza y precisión dimensional. Por ejemplo, el taladrado profundo se utiliza para producir instrumentos quirúrgicos huecos, crear canales internos en implantes ortopédicos, agujas, instrumentos endoscópicos e implantes dentales.
Industria de moldes
En la industria del moldeo por inyección, el taladrado profundo proporciona canales de enfriamiento y calentamiento dentro de los cuerpos del molde. Estos canales ofrecen control de temperatura durante el ciclo de moldeo.
Taladrado profundo vs otros métodos
Así se compara el taladrado profundo con el taladrado helicoidal y el taladrado BTA:
Taladrado profundo vs taladrado helicoidal
El taladrado helicoidal utiliza dos filos de corte que funcionan bien para orificios poco profundos, pero presenta dificultades en perforaciones más profundas. El diseño en espiral puede provocar la acumulación de virutas en las ranuras, lo que puede causar la rotura de la herramienta y una baja calidad del orificio. El taladrado profundo elimina este problema utilizando un solo filo de corte y refrigeración suministrada a través de la ranura.
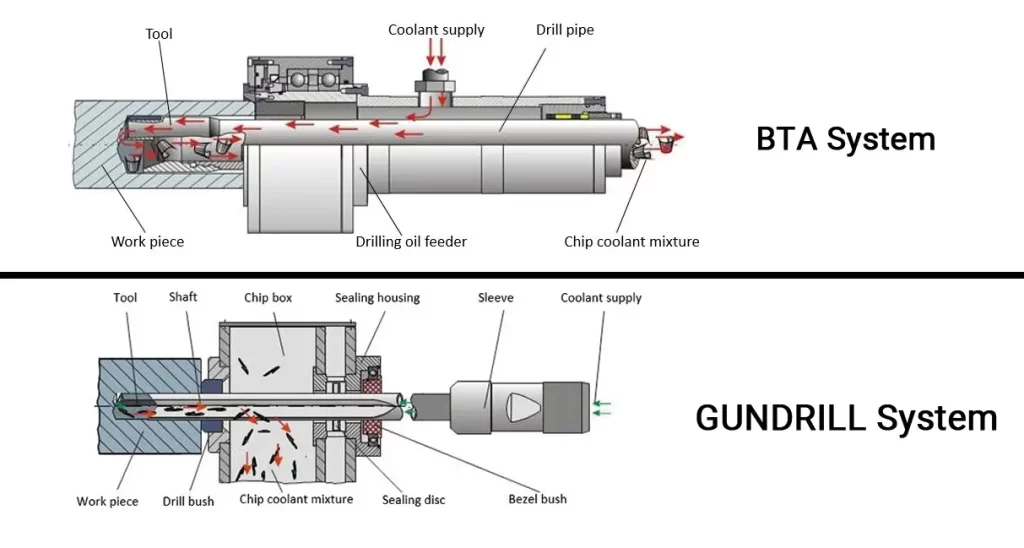
Taladrado profundo vs BTA
El taladrado BTA utiliza herramientas de gran diámetro equipadas con sistemas externos de evacuación de virutas. Es adecuado para orificios de más de 20 mm de diámetro. Sin embargo, el método BTA requiere orificios piloto previos y montajes grandes y complicados. El taladrado profundo ofrece mayor flexibilidad, ya que puede comenzar en material macizo e incluso en diámetros pequeños, desde 1 mm en adelante.
Conclusión
En la industria manufacturera, el taladrado profundo es la técnica preferida para la creación de conductos internos. Puede alcanzar relaciones extremas de longitud-diámetro manteniendo la precisión. Industrias clave, como la médica, automotriz y aeroespacial, dependen del taladrado profundo para componentes de precisión. Para soluciones profesionales de taladrado profundo, contáctenos





