 Перейти к содержимому
Перейти к содержимому Фрезерование по подаче (Climb Milling) и встречное фрезерование (Conventional Milling)
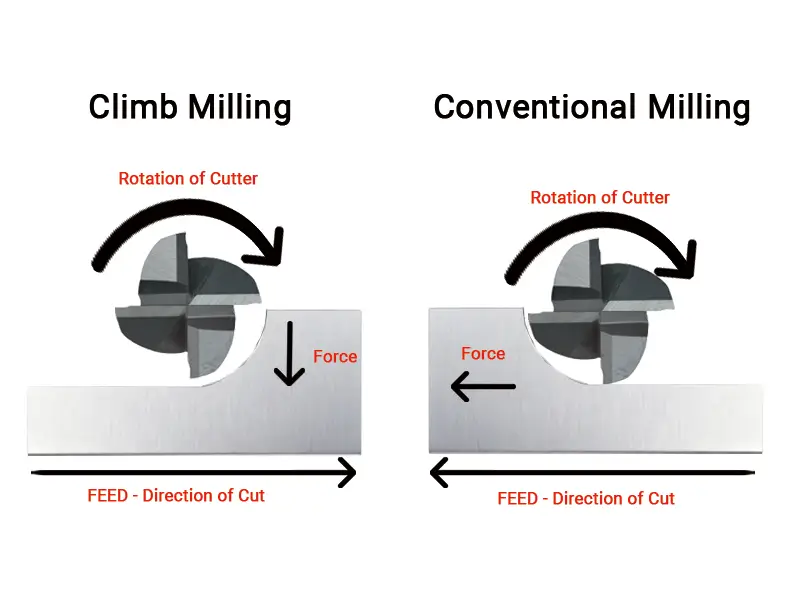
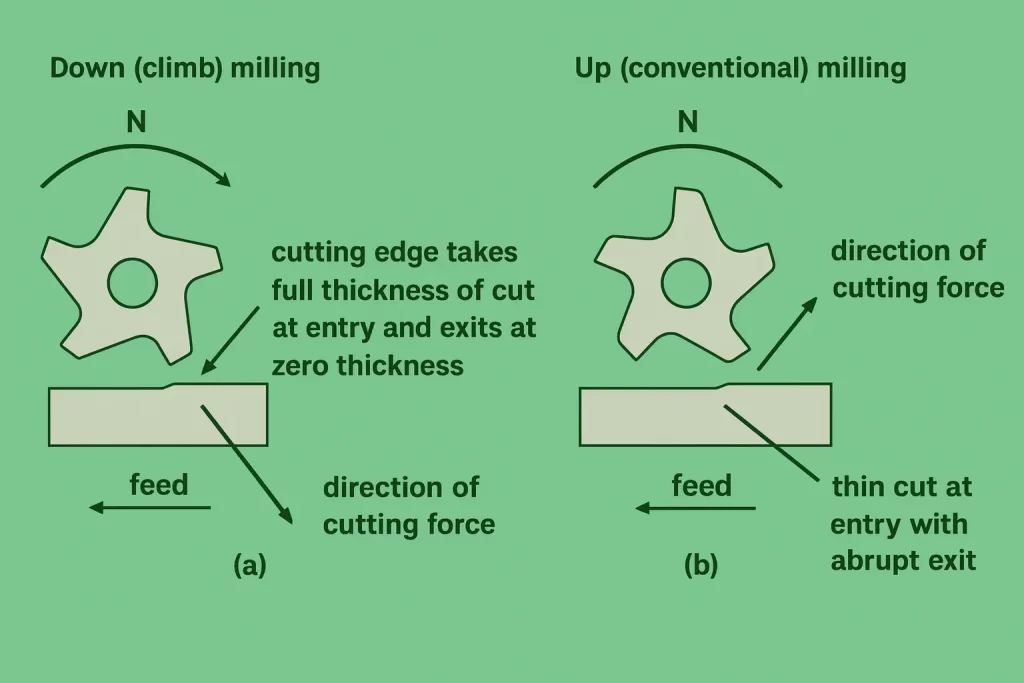
Основное различие между фрезерованием по подаче (climb milling) и встречным фрезерованием (conventional milling) заключается в направлении вращения фрезы. При фрезеровании по подаче фреза по металлу вращается в том же направлении, что и подача. Она прижимает заготовку к столу. При встречном фрезеровании фреза вращается против подачи, поднимая заготовку от стола.
One method saves you money, the other costs you time.
Что такое фрезерование по подаче
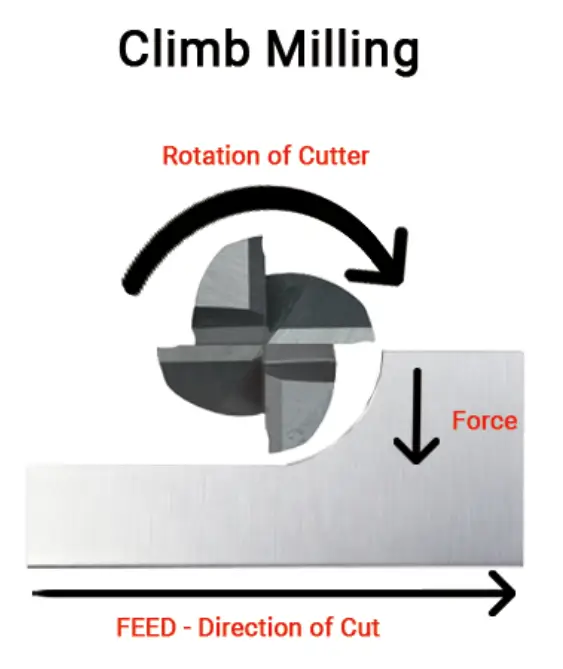
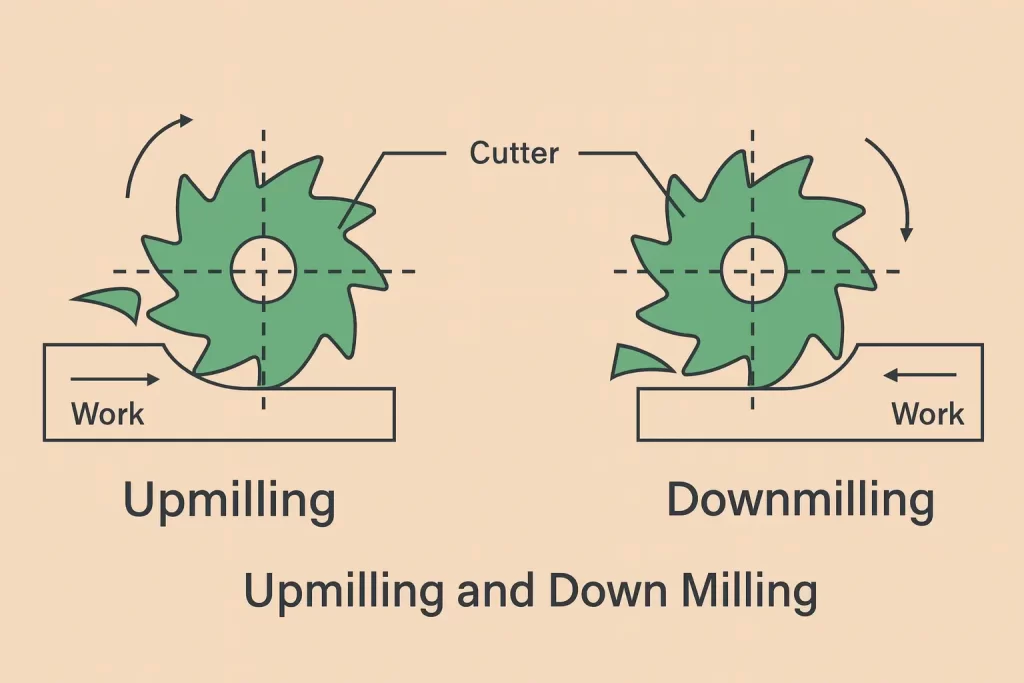
Сначала нужно понять, что инструмент вращается в том же направлении, что и подача. Это и называется фрезерованием по подаче. Такой метод также называют нисходящим фрезерованием, потому что фреза опускается на материал сверху. Толщина стружки начинается с максимальной и уменьшается до нуля. Фреза «врезается» в материал при входе и чисто выходит на выходе. Стружка падает позади инструмента, а не впереди него.
Что такое встречное фрезерование
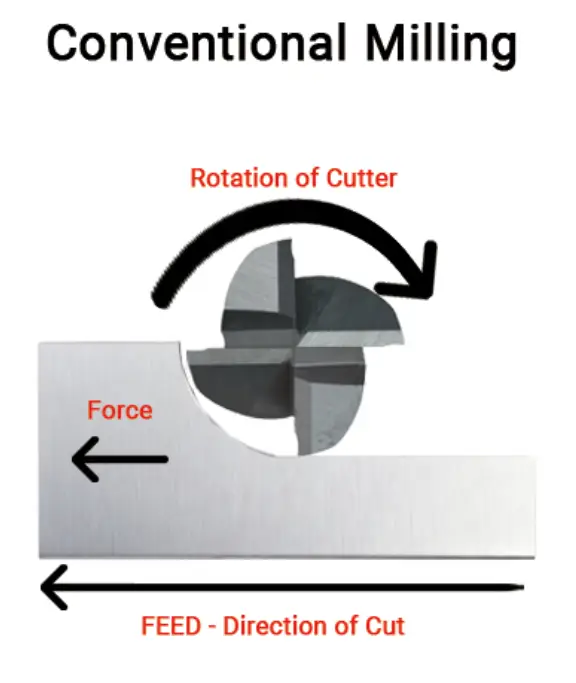
При встречном фрезеровании направление вращения фрезы противоположно направлению подачи. Фреза движется против заготовки, поэтому резание происходит снизу вверх. Толщина стружки начинается с нуля и увеличивается до максимального значения. Инструмент сначала трётся о поверхность, прежде чем начать резать. Затем стружка выталкивается вперёд по направлению резания.
Преимущества фрезерования по подаче
Таким образом, фрезерование по подаче превосходит встречное практически по всем техническим показателям. Далее приведены основные преимущества.
Высокое качество поверхности
Фрезерование по подаче обеспечивает более гладкую поверхность, чем встречное. Формирование стружки от толстой к тонкой сводит к минимуму отклонение инструмента при выходе. Повторного резания стружки не происходит, так как она удаляется позади фрезы. Если провести пальцем по обеим поверхностям, вы всегда предпочтёте ту, что обработана методом по подаче.
Продолжительный срок службы инструмента
При фрезеровании по подаче инструмент служит на 40–50 % дольше. Тепло сохраняется в стружке, а не в инструменте. Меньшее трение означает меньшее изнашивание режущих кромок. Постепенное уменьшение толщины стружки снижает нагрузку на инструмент на протяжении всего реза. Ваш бюджет на инструмент скажет вам спасибо.
Сниженные силы резания
При фрезеровании по подаче силы направлены вниз, что стабилизирует заготовку на столе. Простые приспособления работают отлично. Кроме того, требуется меньшее усилие зажима. Шпиндель работает с меньшей нагрузкой, подшипники служат дольше, а потребление энергии уменьшается по сравнению со встречным фрезерованием.
Лучшее удаление стружки
При фрезеровании по подаче стружка отводится от зоны резания. Вероятность повторного резания полностью исключена. Кроме того, стружка не налипает на поверхность детали. Это обеспечивает более чистый процесс и лучшую видимость зоны обработки. Риск поцарапать готовую поверхность значительно снижается.
Меньшее тепловыделение
Так как ширина стружки постепенно уменьшается, тепло уходит вместе со стружкой. Заготовка остаётся более холодной. Материалы, чувствительные к температуре, лучше обрабатываются при фрезеровании по подаче. Тепловое расширение минимально, а точность размеров сохраняется.
Недостатки фрезерования по подаче
Фрезерование по подаче требует высокой жёсткости станка и правильной настройки. Если установка выполнена неправильно, проблемы появляются очень быстро.
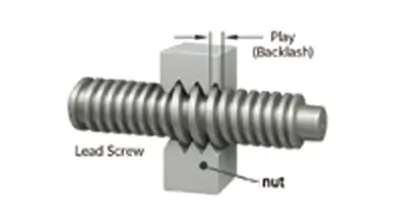
Проблемы с люфтом
При фрезеровании по подаче сила тяги инструмента выявляет любой люфт в станке. Зазор в ходовом винте усиливается, что может привести к рывкам и опасным ситуациям. На старых ручных фрезерных станках проблемы с люфтом встречаются почти всегда. Поэтому перед началом работы обязательно проверяйте наличие люфта в подачных механизмах.
Требования к устойчивости заготовки
При фрезеровании по подаче инструмент тянет заготовку к себе. Однако недостаточное зажатие может привести к смещению детали. Сдвиг заготовки во время обработки означает брак. Необходимы надёжные приспособления для фиксации. Лёгкие зажимы здесь не подойдут.
Ударная нагрузка на инструмент при врезании
Максимальная толщина стружки в момент врезания создаёт высокие начальные силы резания. Это перегружает менее жёсткие станки. При неправильной настройке возрастает риск поломки инструмента. Этот метод не рекомендуется для прерывистых резов или неровных поверхностей.
Преимущества встречного фрезерования
Встречное фрезерование показывает лучшие результаты там, где фрезерование по подаче не подходит. Оно эффективно при работе на старых станках, с твёрдыми материалами или при нестабильной установке.
Отсутствие проблем с люфтом
Встречное фрезерование полностью устраняет влияние люфта. Силы резания направлены против движения стола, а не вместе с ним. Такой способ безопасен для старых станков с изношенными ходовыми винтами. На ручных фрезах этот метод предпочтителен именно по этой причине.
Лучше для твёрдых материалов
Постепенное увеличение толщины стружки позволяет эффективнее обрабатывать твёрдые материалы. Чугун, закалённая сталь и материалы с окалиной на поверхности особенно выигрывают от этого метода. Плавное врезание предотвращает ударные нагрузки на инструмент. Фреза не испытывает перегрузок при входе в материал.
Лучший контроль
При встречном фрезеровании инструмент отклоняется от заготовки. Это снижает вероятность непреднамеренного глубокого реза. Процесс более терпим к ошибкам в настройке. Метод особенно подходит для черновой обработки, где высокая точность не требуется.
Стабильность на лёгких станках
Любительские станки и лёгкие установки лучше работают при встречном фрезеровании. Этот способ снижает вибрацию и делает процесс более предсказуемым. Копии Bridgeport предпочитают именно такой тип фрезерования. Современным станкам с ЧПУ это не столь важно.
Недостатки встречного фрезерования
Встречное фрезерование снижает срок службы инструмента и ухудшает качество поверхности. Иногда приходится принимать эти компромиссы, если условия требуют.
Повышенный износ инструмента
Перед тем как начать резание, инструмент трётся о поверхность, создавая сильное тепло. Это тепло уходит в инструмент, а не в стружку. Режущие кромки быстрее тупятся и требуют частой замены. Повышенное трение вызывает преждевременный износ, что увеличивает затраты на инструмент.
Низкое качество поверхности
Отклонения инструмента и заготовки создают более грубую поверхность. Стружка может резаться повторно, если продвигается вперёд. Качество поверхности ухудшается по сравнению с фрезерованием по подаче. При окончательном проходе при встречном фрезеровании требуется дополнительная обработка.
Наклёп материала
Из-за трения до начала резания поверхность заготовки упрочняется. Каждый последующий проход становится труднее обрабатывать. Нержавеющая сталь и никелевые сплавы особенно плохо переносят встречное фрезерование. При каждом резе инструмент буквально «борется» с заготовкой.
Повышенные силы резания
Силы, направленные вверх, требуют более прочного крепления заготовки. Это означает большее усилие зажима и более сложные приспособления. Риск подъёма заготовки во время обработки возрастает, а время на установку увеличивается.
Основные различия между фрезерованием по подаче и встречным фрезерованием
Направление резания определяет всё: образование стружки, силы, качество поверхности и срок службы инструмента.
Схема образования стружки
При фрезеровании по подаче стружка формируется от толстой к тонкой. При встречном фрезеровании — наоборот, от тонкой к толстой. Это единственное различие влияет на все остальные параметры. Положение максимальной толщины стружки определяет распределение тепла, направление сил и качество обработанной поверхности.
Направление силы резания
При фрезеровании по подаче силы направлены вниз, что стабилизирует заготовку. При встречном фрезеровании силы направлены вверх, поднимая деталь. Конструкция приспособлений полностью зависит от направления этих сил. Поэтому важно заранее учитывать этот фактор при планировании обработки.
Механика врезания инструмента
При фрезеровании по подаче инструмент входит в материал с максимальной нагрузкой и выходит чисто. При встречном фрезеровании инструмент сначала трётся, а затем начинает резать, увеличивая усилие до максимума. Выбор между ударной нагрузкой при входе и постепенным нарастанием должен зависеть от твёрдости материала и жёсткости станка.
Какие факторы нужно учитывать при выборе между фрезерованием по подаче и встречным фрезерованием
В первую очередь решает ваш станок. Затем — материал. И наконец, важны требования к качеству поверхности.
Возможности станка
Сначала проверьте наличие люфта. Пошевелите стол вручную — если он двигается, используйте встречное фрезерование. У вас современный станок с ЧПУ и шарико-винтовыми передачами? Тогда лучше фрезеровать по подаче. Ручной фрезерный станок? Скорее всего, стоит выбрать встречное фрезерование, если только у вас нет устройств для устранения люфта.
Свойства материала
Мягкие материалы? Лучше использовать фрезерование по подаче. Твёрдые материалы? Предпочтительно встречное фрезерование. Материалы с окалиной или шероховатой поверхностью? Лучше начать со встречного фрезерования, а для чистовой обработки перейти на фрезерование по подаче. Температурно чувствительные материалы? Используйте фрезерование по подаче, чтобы снизить тепловыделение.
Требования к качеству поверхности
Нужна зеркальная поверхность? Используйте только фрезерование по подаче. Черновая обработка перед сваркой? Встречное фрезерование подходит. Для чистовых проходов всегда лучше применять фрезерование по подаче, если конструкция станка это позволяет.
Устойчивость заготовки
Лёгкие детали лучше обрабатывать при фрезеровании по подаче — направленные вниз силы стабилизируют заготовку. Тяжёлые детали хорошо выдерживают встречное фрезерование с силами вверх. Тонкие стенки меньше прогибаются при фрезеровании по подаче, а жёсткие литые корпуса спокойно переносят встречное фрезерование.
Глубина и ширина реза
При глубине реза, составляющей половину диаметра фрезы или меньше, фрезерование по подаче даёт лучший результат. При полном пазовом фрезеровании оба метода работают примерно одинаково. На лёгких чистовых проходах разница между методами проявляется особенно заметно.
Когда использовать фрезерование по подаче
Используйте фрезерование по подаче на современных станках с жёсткой установкой. Во-вторых, применяйте его для чистовой обработки. В-третьих, для алюминия и мягких материалов. Также используйте его всякий раз, когда важна чистота поверхности. Кроме того, этот метод подходит для серийного производства, где срок службы инструмента влияет на себестоимость. И наконец, применяйте его при ЧПУ-обработке со встроенной компенсацией люфта.
Когда использовать встречное фрезерование
Предпочтительно использовать встречное фрезерование на станках с люфтом. Также применяйте его для ручных фрезерных операций. Далее — при обработке твёрдых материалов с окалиной. Используйте его для первого прохода по грубым литым заготовкам.
Кроме того, этот метод подходит при недостаточной жёсткости установки и для прерывистых резов по твёрдым материалам. Наконец, используйте его на старых станках без систем компенсации люфта.
Лучшие практики при фрезеровании по подаче и встречном фрезеровании
Сначала протестируйте свой станок. Сделайте пробные резы обоими методами. Измерьте качество поверхности. Проверьте износ инструмента после обработки 20 деталей. Ваш станок сам подскажет, что работает лучше. Прислушивайтесь к нему.
Используйте острые инструменты независимо от метода. Тупые фрезы усиливают все проблемы. Следите за звуком резания — изменение тона означает изменение условий. Остановитесь и проверьте.
Закрепляйте заготовку надёжнее, чем кажется нужным. Фрезерование по подаче тянет, встречное — поднимает. В любом случае, движение заготовки означает брак.
Правильно используйте охлаждающую жидкость для ЧПУ. При фрезеровании по подаче охлаждение необходимо для отвода тепла. При встречном фрезеровании — для снижения трения. Не отказывайтесь от использования охлаждения ради экономии времени.
Итог
Фрезерование по подаче технически превосходит встречное фрезерование. Оно обеспечивает более качественную поверхность, увеличивает срок службы инструмента и снижает тепловыделение. Однако люфт моментально сводит эти преимущества на нет. Современные станки предпочитают фрезерование по подаче, а старые требуют встречного. Протестируйте оба метода на своём оборудовании — ведь результаты всегда важнее теории.





