 Ir al contenido
Ir al contenido Cómo hacer un agujero avellanado en metal
En el mundo del trabajo en metal, la ingeniería y la fabricación, lo que diferencia al aficionado del profesional radica en los detalles del acabado. Acabados irregulares, como la cabeza de un tornillo que sobresale, pueden parecer sumamente poco profesionales, creando una superficie desigual. La solución a esto es emplear una técnica precisa y limpia conocida como avellanado.

¿Qué es el avellanado? Los fundamentos
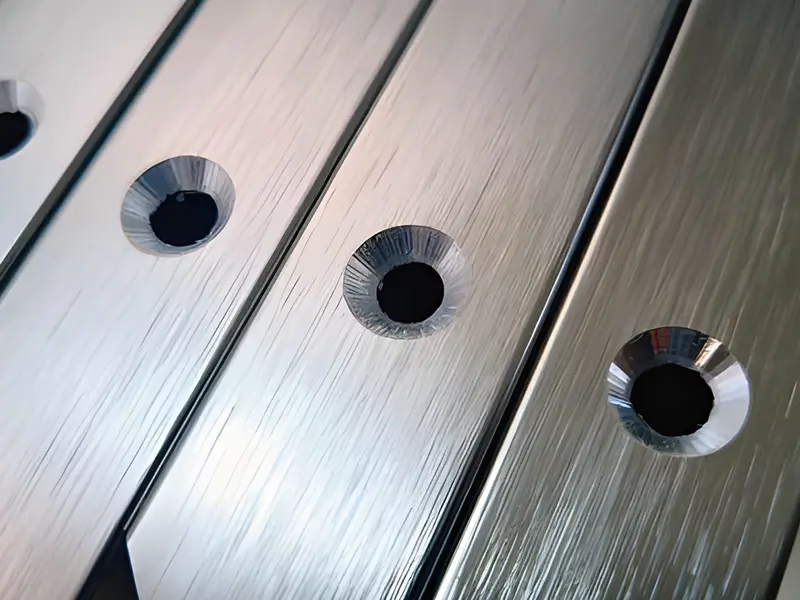
Fundamentalmente, el avellanado es el proceso de cortar una cavidad cónica o chaflán alrededor de la abertura de un agujero perforado. Este agujero cónico y en forma de cono está diseñado para coincidir perfectamente con la forma angulada de la parte inferior de la cabeza de un elemento de sujeción (como un tornillo de cabeza plana), asegurando que se pueda asentar perfectamente a nivel o ligeramente por debajo de la superficie del material.
Sin embargo, para lograr ese acabado perfecto y a ras, no basta con utilizar una broca más grande. El proceso requiere más precisión, el uso de las herramientas adecuadas y mantener ángulos precisos. Lo más importante es tener un conocimiento claro de los pasos involucrados en el proceso de avellanado.
Si eres un maquinista experimentado, un gerente de compras o un propietario de taller de metalurgia que busca la mejor técnica para lograr el mejor avellanado en metal, tienes mucha suerte. En este artículo, te guiaremos a través de todo lo que necesitas saber sobre el avellanado de un agujero para un resultado impecable y profesional.
Preparación: ¿Qué herramientas necesito para el avellanado?
Utilizar la herramienta adecuada para el trabajo es esencial para lograr los resultados deseados, y no solo eso, también ayuda a garantizar una consistencia de alta calidad. Dependiendo del alcance y la precisión del proyecto, hemos puesto a disposición varias opciones de herramientas:
Brocas avellanadoras (o avellanados)
Estas son las herramientas más comunes para esta operación. Las brocas avellanadoras o avellanados son herramientas de corte especializadas, diseñadas específicamente para crear el regruesado cónico. Están disponibles en una amplia variedad de materiales y geometrías.
En cuanto al material, Acero rápido (HSS) es ideal para su uso general en aluminio y acero suave, mientras que las puntas de cobalto y carburo sólido son perfectas y necesarias cuando se trabaja con materiales más duros como el acero inoxidable.

Brocas combinadas y brocas avellanadoras
A menudo llamadas brocas venter, estas herramientas de doble propósito taladran el agujero piloto y crean el avellanado en una sola operación. Son excepcionalmente eficientes e ideales para entornos de producción donde se requieren velocidad y consistencia.
Cortadores avellanadores ajustables y jaulas
Para aplicaciones de alta precisión, como en la industria aeroespacial o automotriz, estas herramientas permiten ajustar una profundidad de corte precisa. Una jaula rodea el cortador y deja de girar cuando entra en contacto con la pieza de trabajo. Esto asegura que cada avellanado sea idéntico, lo que es perfecto para el mecanizado CNC y las líneas de ensamblaje con control de calidad.
Cómo hacer un agujero avellanado: El proceso paso a paso
Para lograr un avellanado perfecto en todo momento, existen reglas simples y directas que deben seguirse meticulosamente para alcanzar ciertos hitos en nuestros proyectos. Para este propósito, supondremos que está utilizando una broca estándar y una broca avellanadora separada.
Paso 1: Perforar el agujero piloto
El avellanado requiere un agujero piloto. El agujero piloto es el agujero inicial. Debe coincidir con el cuerpo (eje) del tornillo, no con la rosca.
- Seleccione la broca adecuada: Elija una broca que tenga el mismo diámetro que el eje del tornillo. Para un tornillo #8, debe usar una broca para agujeros piloto #8.
- Asegure la pieza de trabajo: El metal debe mantenerse completamente inmóvil mientras perfora. Use un tornillo de banco o una pinza robusta para sujetar el material a una mesa de trabajo o mesa de prensa de perforación. Evite sujetar la pieza con las manos desnudas.
- Marque su lugar: Con la ayuda de un punzón de centro, haga una pequeña indentación en el lugar exacto donde desea perforar el agujero. Esto ayudará a evitar que la broca se desplace o se mueva una vez que comience a perforar.
- Perfore el agujero: Mantenga la broca perfectamente perpendicular a la superficie del metal y taladre el agujero piloto en el material. El uso de un líquido de corte adecuado para el metal con el que está trabajando resultará en un corte más suave y una mayor duración de la broca.

Paso 2: Seleccione la broca de avellanado correcta
Ahora reemplaze la broca por su elección de broca avellanadora. La selección de la broca de avellanado correcta depende principalmente de dos factores: el ángulo y el diámetro.
- Seleccione el ángulo adecuado: Debe usar una broca de 82° para tornillos estándar y una broca de 90° para tornillos métricos. Usar el ángulo incorrecto dará como resultado un ajuste incorrecto, donde el tornillo solo entra en contacto con el borde superior o inferior. Esto dará lugar a una conexión débil.
- Seleccione el diámetro adecuado: La broca avellanadora debe ser un poco más grande que la cabeza del tornillo. Use un calibrador para medir el diámetro exterior de la cabeza del tornillo, luego elija una broca avellanadora con un diámetro igual o ligeramente mayor que la medida de la cabeza del tornillo que obtuvo.
Paso 3: Ajuste su taladro y la profundidad
Entienda que la precisión es clave, por lo que solo debe cortar material suficiente para que la cabeza del tornillo encaje y quede a ras, no más.
- Establezca la velocidad de la broca: El avellanado debe realizarse a baja velocidad. Las velocidades más altas generarán definitivamente un exceso de calor, lo que hará que la broca vibre. Si esto ocurre, el acabado será rugoso e irregular.
- Inserte la broca: Coloque de manera segura la broca avellanadora en el portabrocas del taladro.
- Establezca la profundidad (opcional pero recomendado): Para obtener resultados repetibles, use un taladro con tope de profundidad o una broca avellanadora especializada. Si no tiene uno, deberá trabajar con extremo cuidado y verificar su progreso en intervalos. Un buen punto de partida para un medidor de profundidad es alrededor de 4 mm, pero esto depende completamente del tamaño de la cabeza del tornillo.
Paso 4: Perforar el agujero avellanado
Esta fase del proceso es donde ocurre la acción real.
- Aplicar líquido de corte: Agregue una gota de líquido de corte en el agujero piloto.
- Comience a cortar: Coloque la punta de la broca avellanadora en el agujero piloto. Comience a perforar a baja velocidad y aplique una presión firme, constante y distribuida uniformemente. Ahora deje que la herramienta haga su trabajo.
- Verifique la profundidad: Perfore durante uno o dos segundos, luego retraiga la broca y retire las virutas metálicas. Tome el tornillo y compruebe cuán ajustado está. El objetivo es que la parte superior de la cabeza del tornillo quede perfectamente al mismo nivel que el metal circundante.
- Ajuste según sea necesario: Si el tornillo aún sobresale, perfora un poco más profundo. Si has perforado demasiado profundo y potencialmente creado un espacio alrededor de la cabeza del tornillo, significa que has cortado demasiado. Siempre es mejor cortar un poco y verificar a menudo que cortar demasiado de una vez.

Paso 5: Inspeccionar y desbarbar
Una vez que el tornillo esté perfectamente nivelado, la tarea está casi terminada. Eche un vistazo al borde del agujero en busca de pequeños restos o bordes irregulares. Use una herramienta de desbarbado manual o una lima para eliminarlos suavemente y lograr un acabado limpio y profesional.
Elegir el material correcto para la broca avellanadora para su proyecto
Es crucial elegir el material adecuado para la broca avellanadora, ya que esto afectará en gran medida el rendimiento, el acabado y la longevidad de la herramienta. Este factor es a menudo una consideración clave para cualquier taller profesional.
Para su comodidad, hemos preparado una tabla fácil de entender que le ayudará a elegir el material adecuado para la broca de su proyecto.
Material de la broca | Mejor para | Pros | Contras |
Carburo (Carburo de tungsteno) | Ideal para todos los metales, sin excluir los materiales abrasivos | Extrema dureza y resistencia al desgaste, proporciona la vida útil más larga y el mejor acabado. Rentable, ideal para uso general. | La opción más cara, muy frágil y puede astillarse si no se maneja correctamente. |
Acero de alta velocidad (HSS) | Aluminio, acero suave, latón | Rentable, ideal para uso general. | Tiende a desgastarse rápidamente en materiales más duros; no recomendado para producción a gran escala. |
Cobalto (por ejemplo, M42) Acero inoxidable, aceros endurecidos | Acero inoxidable y otros aceros endurecidos | Excelente resistencia al calor, mantiene su filo por más tiempo que el HSS en materiales difíciles. | Más caro que el HSS, pero más frágil. |
PCD (diamante policristalino) | Aluminio de alto silicio, fibra de carbono (CFRP), fibra de vidrio y mucho más. | Las brocas avellanadoras PCD son extremadamente resistentes al desgaste. En la aplicación adecuada, el PCD es capaz de superar al carburo hasta 100 veces. Este es el material definitivo para brocas avellanadoras a velocidades de corte más altas. | El PCD es mucho más caro que otros materiales, aunque puede ser rentable a largo plazo. No es ideal para su uso en materiales ferrosos. |

¿Cuáles son los tamaños comunes de agujeros avellanados para diferentes ángulos?
A continuación se muestra una tabla que sirve como una guía general para los diferentes tamaños de tornillos en los ángulos comunes de avellanado, es decir, 82⁰, 90⁰ y 100⁰.
Dimensiones de los agujeros avellanados 82⁰
Tamaño del tornillo | Tamaño de la broca | Diámetro del cuerpo | Profundidad |
#4 | 1/8” | 0.332″ | 0.123″ |
#6 | 9/64” | 0.373″ | 0.139″ |
#8 | 5/32” | 0.415″ | 0.155″ |
#10 | 3/16” | 0.457″ | 0.170″ |
¼” | 1/4” | 0.582″ | 0.217″ |
5/26” | 5/16” | 0.665″ | 0.248″ |
Dimensiones de los agujeros avellanados 90⁰
Tamaño del tornillo | Tamaño de la broca | Diámetro del cuerpo | Profundidad |
#4 | 1/8” | 0.348″ | 0.123″ |
#6 | 9/64″ | 0.391″ | 0.196″ |
#8 | 5/32″ | 0.435″ | 0.217″ |
#10 | 3/16″ | 0.478″ | 0.239″ |
¼” | 9/32″ | 0.609″ | 0.305″ |
5/26” | 5/16″ | 0.696″ | 0.348″ |
Dimensiones de los agujeros avellanados 100⁰
Tamaño del tornillo | Tamaño de la broca | Diámetro del cuerpo | Profundidad |
#4 | 7/64″ | 0.103″ | 0.123″ |
#6 | 9/64″ | 0.431″ | 0.196″ |
#8 | 5/32″ | 0.475″ | 0.217″ |
#10 | 3/16″ | 0.521″ | 0.239″ |
¼” | 9/32″ | 0.660″ | 0.305″ |
5/26” | 5/16″ | 0.752″ | 0.348″ |
Conclusión
El avellanado es más que un simple toque final: es un signo de la calidad artesanal que mejora la seguridad, la funcionalidad y la estética de un producto terminado. Para lograr un avellanado perfecto, es necesario seguir un proceso metódico. Desde perforar un agujero piloto preciso hasta seleccionar las herramientas adecuadas para el material y el sujetador. Sundi Tools ofrece brocas avellanadoras PCD de alta calidad con piloto de carburo sólido, lo que garantiza que su proyecto se realice con la mejor tecnología posible.
No permita que las herramientas de mala calidad comprometan su arduo trabajo. Elija precisión premium hoy mismo. Puede echar un vistazo a nuestro catálogo de brocas avellanadoras industriales de HSS, cobalto y carburo.





