 Ir al contenido
Ir al contenido Fresado en concordancia vs. fresado en oposición
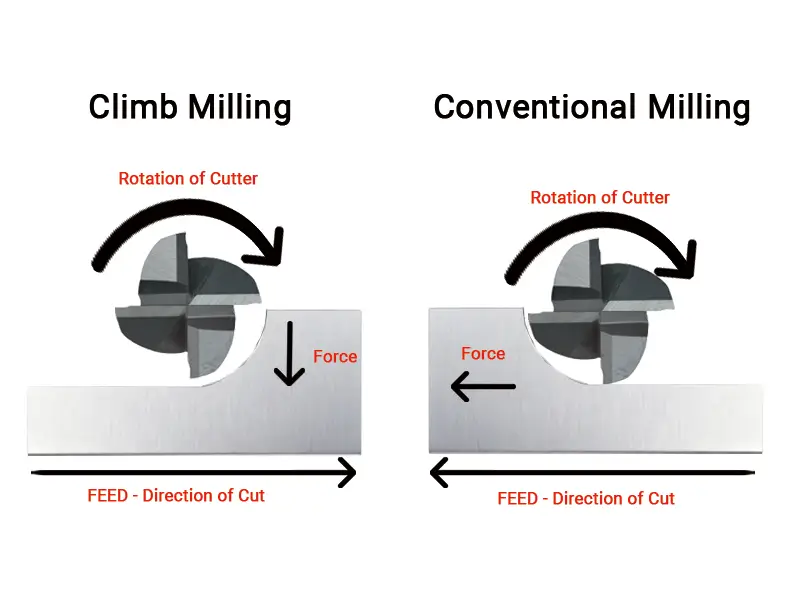
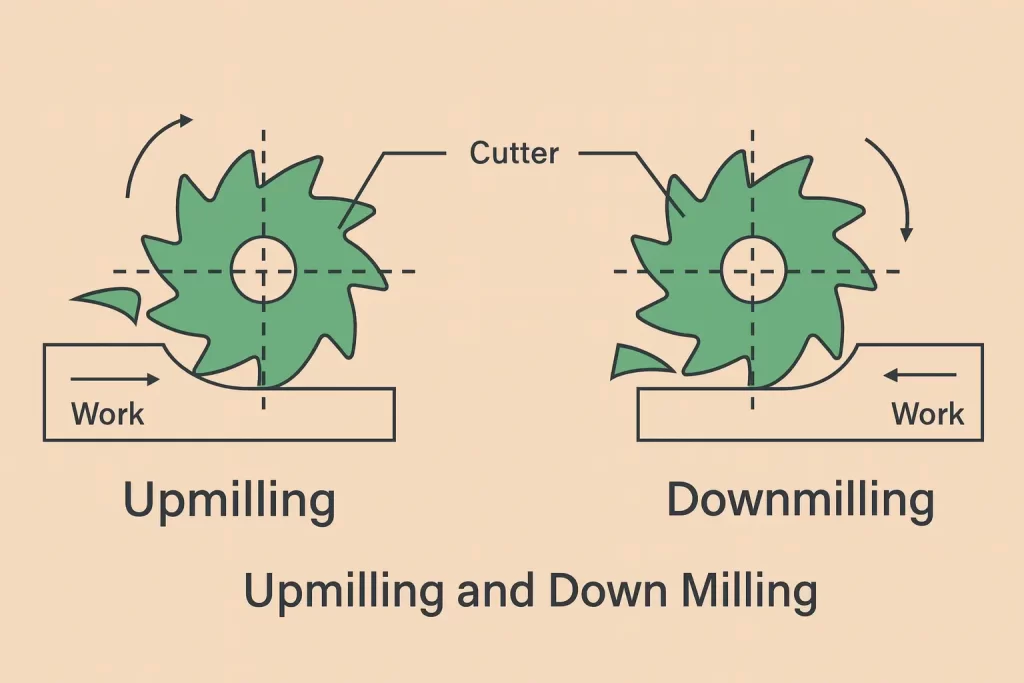
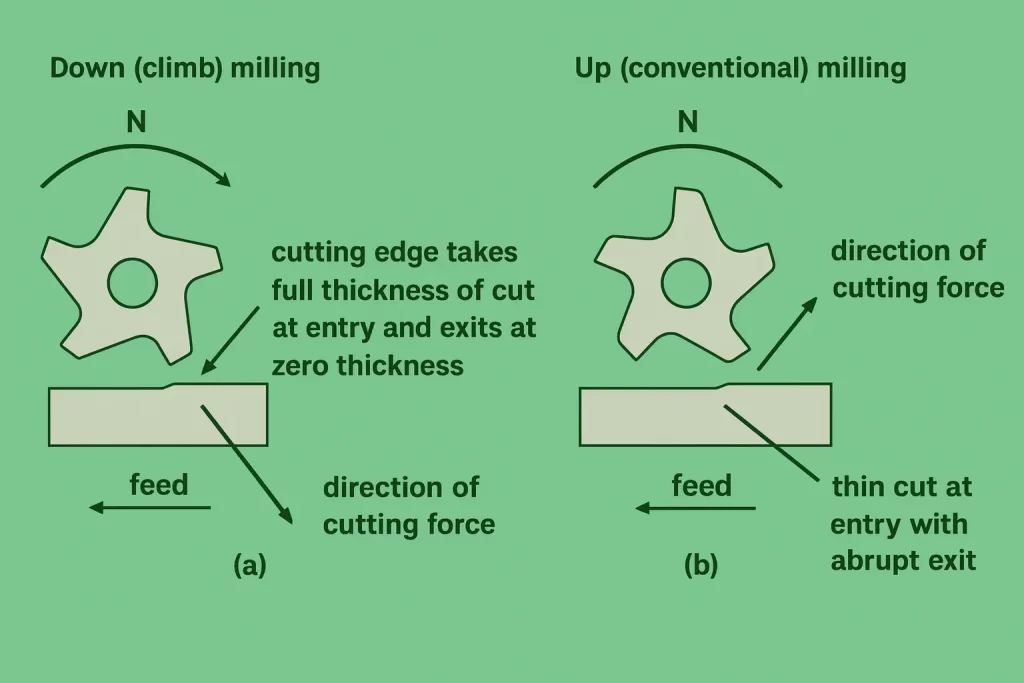
La diferencia básica entre el fresado en concordancia y el fresado en oposición es la dirección de rotación de la fresa. En el fresado en concordancia, la fresa de metal duro gira en la misma dirección que el avance, empujando la pieza de trabajo contra la mesa. En el fresado en oposición, la fresa gira en sentido contrario al avance, levantando la pieza de la mesa.
One method saves you money, the other costs you time.
¿Qué es el fresado en concordancia
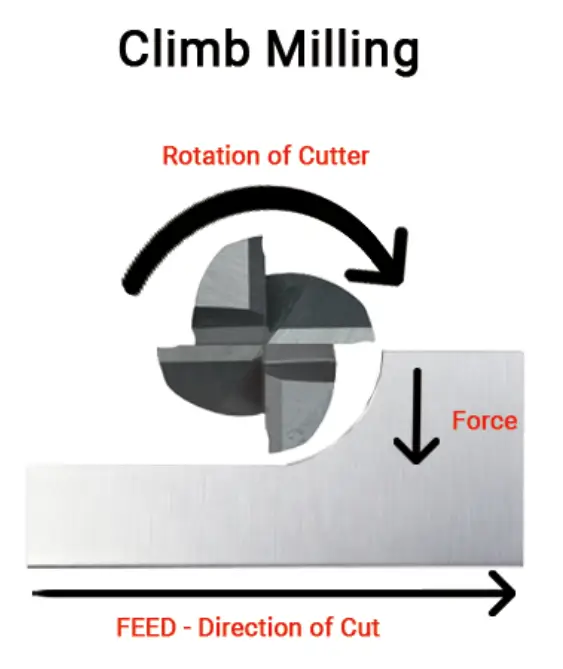
Primero debes entender que la herramienta gira en la misma dirección que el avance. Eso describe el fresado en concordancia. También se le llama fresado descendente, porque la fresa desciende sobre el material. El espesor de la viruta comienza en su punto máximo y se reduce a cero. La fresa corta agresivamente al entrar y se libera limpiamente al salir. Las virutas caen detrás de la herramienta, no delante de ella.
Qué es el fresado en oposición
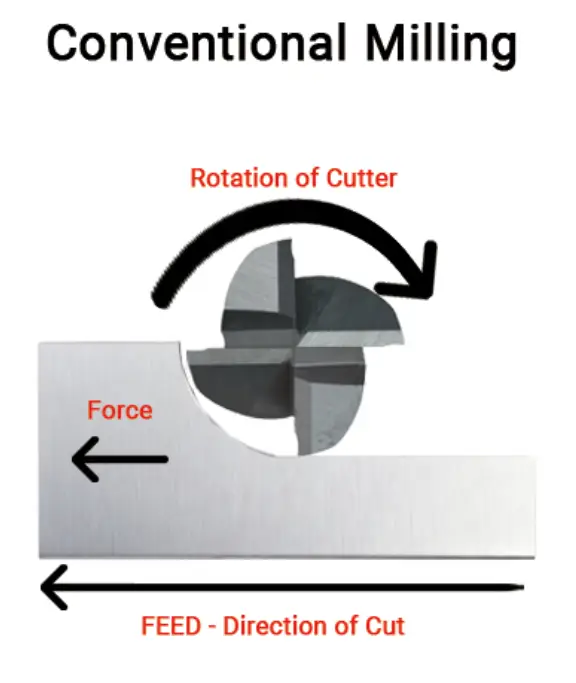
En el fresado en oposición, la fresa gira en dirección contraria al avance. La herramienta corta hacia arriba, oponiéndose al movimiento de la pieza. El espesor de la viruta comienza en cero y aumenta hasta su máximo. La herramienta roza la superficie antes de cortar. Luego, las virutas son empujadas hacia adelante dentro de la trayectoria de corte.
Ventajas del fresado en concordancia
El fresado en concordancia supera al fresado en oposición en casi todos los aspectos técnicos. A continuación, se detallan sus principales ventajas.
Mejor acabado superficial
El fresado en concordancia produce superficies más lisas que el fresado en oposición. La formación del chip de grueso a delgado reduce al mínimo la desviación de la herramienta al salir. No se recortan las virutas, ya que se evacuan detrás de la fresa. Si pasas el dedo por ambas superficies, siempre preferirás el acabado del fresado en concordancia.
Vida útil de la herramienta prolongada
Con el fresado en concordancia, las herramientas duran entre un 40 % y un 50 % más. El calor se mantiene dentro de la viruta, no en la herramienta. Menor fricción significa menos desgaste en los filos de corte. El adelgazamiento gradual de la viruta reduce el esfuerzo sobre la herramienta durante todo el proceso de corte. Tu presupuesto en herramientas te lo agradecerá.
Fuerzas de corte reducidas
Las fuerzas descendentes del fresado en concordancia estabilizan la pieza contra la mesa. Los dispositivos de sujeción simples funcionan perfectamente. Además, se necesita menos presión de apriete. El husillo trabaja con menos esfuerzo, los rodamientos duran más y el consumo de energía disminuye en comparación con el fresado en oposición.
Mejor evacuación de virutas
En el fresado en concordancia, las virutas se alejan de la zona de corte. No existe posibilidad de volver a cortarlas. Además, no se acumulan sobre la superficie de la pieza. Esto resulta en una operación más limpia y una mejor visibilidad del corte. Se reduce la posibilidad de rayar la superficie terminada.
Menor generación de calor
Como el ancho de la viruta disminuye gradualmente, el calor se evacua junto con ella. La pieza de trabajo permanece más fría. Los materiales sensibles a la temperatura se mecanizan mejor con el fresado en concordancia. La expansión térmica se mantiene mínima y las tolerancias son más precisas.
Desventajas del fresado en concordancia
El fresado en concordancia requiere máquinas rígidas y una configuración adecuada. Si el ajuste no es correcto, los problemas aparecen rápidamente.
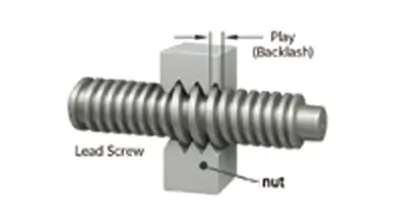
Problemas de holgura
La acción de tracción del fresado en concordancia amplifica cualquier holgura existente en la máquina. El juego en el husillo se multiplica, haciendo que la herramienta tire de la mesa y pueda generar situaciones peligrosas. Las fresadoras manuales antiguas casi siempre tienen problemas de holgura. Por eso, es esencial comprobarla antes de fresar en concordancia.
Requisitos de estabilidad de la pieza
En el fresado en concordancia, la herramienta tira de la pieza hacia sí. Sin embargo, una sujeción inadecuada puede provocar movimiento durante el corte. Si la pieza se desplaza, se convierte en chatarra. Se necesita una fijación robusta; los sistemas ligeros simplemente no son suficientes.
Impacto inicial de la herramienta
El espesor máximo de la viruta al entrar genera altas fuerzas de corte iniciales. Esto sobrecarga las máquinas menos rígidas. Con una configuración incorrecta, aumenta el riesgo de rotura de la herramienta. Este método no es ideal para cortes interrumpidos o superficies irregulares.
Ventajas del fresado en oposición
El fresado en oposición funciona mejor donde el fresado en concordancia falla. Es ideal para máquinas antiguas, materiales duros o configuraciones poco estables.
Sin problemas de holgura
El fresado en oposición elimina los problemas de holgura. La fuerza de corte empuja contra el movimiento de la mesa, en lugar de acompañarlo. Este método es seguro para máquinas antiguas con husillos desgastados. Las fresadoras manuales prefieren esta técnica por esta misma razón.
Mejor para materiales duros
La formación gradual de la viruta permite trabajar mejor con materiales duros. El hierro fundido, el acero endurecido y los materiales con cascarilla superficial se benefician de este proceso. El compromiso progresivo de fino a grueso evita los impactos sobre la herramienta. La fresa no sufre golpes al entrar en el material.
Mayor control
En el fresado en oposición, la herramienta se desvía alejándose de la pieza. Esto reduce la posibilidad de cortes profundos no deseados. El proceso tolera mejor los errores de configuración. Es más adecuado para operaciones de desbaste donde la precisión no es prioritaria.
Estabilidad en máquinas ligeras
Las máquinas de aficionado y los montajes livianos manejan mejor el fresado en oposición. Este proceso genera menos vibración y un comportamiento más predecible. Las máquinas tipo Bridgeport prefieren este método. Las máquinas CNC modernas no son tan sensibles a esta diferencia.
Desventajas del fresado en oposición
El fresado en oposición reduce la vida útil de la herramienta y la calidad del acabado superficial. Debes aceptar estos compromisos cuando sea necesario.
Desgaste excesivo de la herramienta
La fricción antes del corte genera un gran calor. Este calor se transfiere a la herramienta y no a la viruta. Las herramientas se desafilan más rápido y deben reemplazarse con mayor frecuencia. La fricción desgasta los filos prematuramente, lo que incrementa los costos de herramientas.
Mala calidad superficial
La deflexión de la herramienta y la pieza de trabajo genera superficies más rugosas. Las virutas pueden recortarse nuevamente al ser empujadas hacia adelante. La calidad de la superficie se ve afectada en comparación con el fresado en concordancia. Las pasadas de acabado con fresado convencional requieren trabajo adicional posterior.
Endurecimiento por trabajo
La fricción antes del corte endurece la superficie del material. Cada pasada hace que el siguiente corte sea más difícil. El acero inoxidable y las aleaciones de níquel son especialmente problemáticas con el fresado en oposición. Estás luchando contra tu propia herramienta en cada pasada.
Mayores fuerzas de corte
Las fuerzas ascendentes requieren una sujeción más fuerte de la pieza. Esto implica más presión de apriete y dispositivos de sujeción más complejos. El riesgo de que la pieza se levante durante el corte aumenta, así como el tiempo de configuración.
Principales diferencias entre el fresado en concordancia y el fresado en oposición
La dirección de corte lo cambia todo: la formación de la viruta, las fuerzas, el acabado superficial y la vida útil de la herramienta.
Patrón de formación de viruta
En el fresado en concordancia, la viruta se forma de gruesa a delgada. En el fresado en oposición, se forma de delgada a gruesa. Esta única diferencia repercute en todas las demás características. La ubicación del espesor máximo de la viruta determina el flujo de calor, la dirección de las fuerzas y la calidad del acabado.
Dirección de la fuerza de corte
En el fresado en concordancia, las fuerzas se dirigen hacia abajo, estabilizando la pieza. En el fresado en oposición, las fuerzas van hacia arriba, levantando la pieza. El diseño del dispositivo de sujeción cambia completamente según la dirección de la fuerza. Asegúrate de planificar en consecuencia.
Mecánica de contacto de la herramienta
En el fresado en concordancia, la herramienta entra con máxima carga y sale limpia. En el fresado en oposición, primero roza y luego corta, aumentando la carga hasta el máximo. Debes elegir entre impacto inicial o incremento gradual según la dureza del material y la rigidez de la máquina.
Qué factores debes considerar al elegir entre fresado en concordancia y fresado en oposición
Primero decide tu máquina. Luego, el material. Finalmente, las exigencias de acabado también importan.
Capacidades de la máquina herramienta
Primero, verifica si hay holgura. Mueve la mesa con la mano; si se mueve, usa fresado en oposición. ¿Tienes una CNC moderna con husillos de bolas? Entonces el fresado en concordancia es tu mejor opción. ¿Fresadora manual? Probablemente en oposición, a menos que tengas eliminadores de holgura.
Propiedades del material
¿Materiales blandos? Prefiere el fresado en concordancia. ¿Materiales duros? Opta por el fresado en oposición. ¿Materiales con cascarilla o superficies rugosas? Usa fresado en oposición para la primera pasada y en concordancia para el acabado. ¿Materiales sensibles a la temperatura? El fresado en concordancia ayuda a reducir el calor.
Requisitos de acabado superficial
¿Necesitas un acabado tipo espejo? Utiliza solo fresado en concordancia. ¿Un corte basto para preparación de soldadura? El fresado en oposición funciona bien. Las pasadas de acabado siempre se benefician del fresado en concordancia si tu máquina lo permite.
Estabilidad de la pieza
Las piezas ligeras se benefician de las fuerzas descendentes del fresado en concordancia. Las piezas pesadas soportan bien las fuerzas ascendentes del fresado en oposición. Las paredes delgadas se deforman menos con el fresado en concordancia, mientras que las piezas fundidas rígidas toleran mejor el fresado en oposición.
Profundidad y ancho de corte
Cuando se corta hasta la mitad del diámetro de la fresa o menos, el fresado en concordancia ofrece mejores resultados. En ranurados completos, ambos métodos funcionan de forma similar. En pasadas ligeras de acabado, la diferencia entre los métodos se hace mucho más evidente.
Cuándo usar fresado en concordancia
Debes usar el fresado en concordancia en máquinas modernas con montajes rígidos. En segundo lugar, para operaciones de acabado. En tercero, para aluminio y materiales blandos. También, siempre que el acabado superficial sea importante. Además, es ideal para producciones en serie donde la vida útil de la herramienta afecta los costos. Por último, úsalo en máquinas CNC con compensación de holgura.
Cuándo usar fresado en oposición
Prefiere el fresado en oposición en máquinas con holgura. También en operaciones de fresado manual. Luego, para materiales duros con cascarilla superficial. Úsalo en las primeras pasadas sobre piezas fundidas brutas.
Además, es la mejor opción cuando la configuración carece de rigidez o en cortes interrumpidos sobre materiales duros. Finalmente, úsalo en máquinas antiguas sin compensación de holgura.
Mejores prácticas para el fresado en concordancia y en oposición
Primero, prueba tu máquina. Corta piezas de ensayo en ambas direcciones. Mide el acabado superficial. Verifica el desgaste de la herramienta después de 20 piezas. Tu máquina te dirá qué método funciona mejor. Escúchala.
Usa herramientas afiladas sin importar el método. Las herramientas desafiladas amplifican todos los problemas. Escucha el sonido del corte; un cambio en el tono significa que algo cambió. Detente y revisa.
Sujeta la pieza de trabajo con más firmeza de lo que crees necesario. El fresado en concordancia tira; el fresado en oposición levanta. En ambos casos, cualquier movimiento significa pieza desperdiciada.
Aplica correctamente el refrigerante CNC. En el fresado en concordancia, el refrigerante ayuda a eliminar el calor. En el fresado en oposición, reduce la fricción. No omitas el uso del refrigerante para ahorrar tiempo.
Conclusión
El fresado en concordancia supera técnicamente al fresado en oposición. Ofrece mejor acabado, mayor vida útil de la herramienta y menos calor. Pero la holgura elimina estas ventajas al instante. Las máquinas modernas prefieren el fresado en concordancia; las antiguas necesitan el fresado en oposición. Prueba ambos métodos en tu configuración, porque los resultados importan más que la teoría.





