 Aller au contenu
Aller au contenu Guide de la fraise à surfacer mono-lame : Définition, fonctionnement et moment d’utilisation
Si vous cherchez une méthode simple mais efficace pour obtenir des finitions ultra-lisses sur de larges surfaces, une fraise à surfacer mono-lame pourrait être exactement ce qu’il vous faut. Ce guide vous explique son fonctionnement, son utilité, et dans quels cas elle constitue le meilleur choix pour vos opérations de fraisage.
Contenu

Qu’est-ce qu’une fraise à surfacer mono-lame ?
Fly cutters are rotary cutting tools used in sideways motions to machine finished plane surfaces. These tools insert one or more single-point tools (fly cutter bits) into a cylindrical body, mounted on CNC milling machines via special angled holders. When rotating, the bits cut materials from aluminum to steel. Crucially, they apply for mild cutting operations rather than heavy-duty tasks.
Comment fonctionne une fraise à surfacer mono-lame ?

L’outil de coupe est monté à angle droit par rapport à l’axe de la broche — rien de compliqué. Une fois la broche en rotation, l’outil tourne autour et enlève une fine couche de matière à chaque passage. Ce qui est pratique, c’est que l’on peut ajuster la largeur de coupe simplement en déplaçant l’outil vers l’extérieur ou l’intérieur.
La vitesse et la profondeur dépendent du matériau. Par exemple :
Pour l’aluminium : environ 1000 tr/min, avec une profondeur inférieure à 0,25 mm.
Pour l’acier doux : ralentir à environ 400 tr/min, avec une profondeur légère, de 0,2 à 0,3 mm.
L’essentiel est de trouver un bon équilibre : trop profond ou trop rapide, et vous aurez des vibrations ; trop lent, vous perdez du temps. Certains utilisent même cet outil pour découper des plastiques fins ou empiler des couches de tissu. Peu conventionnel, mais efficace.
Types de fraises à surfacer mono-lame
Toutes les fraises à surfacer mono-lame ne sont pas identiques — et c’est une bonne chose. Selon votre configuration et le matériau travaillé, vous trouverez différents styles. Certaines sont conçues pour des finitions de surface ultra-fines, tandis que d'autres privilégient la polyvalence.
Voici quelques types courants :
Fraise à un seul tranchant: C’est la version classique. Elle comprend une seule plaquette (généralement en carbure ou HSS) qui dépasse du corps. Facile à régler, elle offre un fini miroir si la machine est rigide.
Fraise à deux tranchants: Comparable à un moteur à double cylindre. Deux plaquettes opposées assurent un bon équilibrage à haute vitesse et une coupe plus rapide. Demande plus de puissance au niveau du broche — moins adaptée aux petites machines.
Fraises rotatives: Plus spécialisées. Utilisées pour des tâches comme la découpe, le rognage ou le traitement textile. Certaines fraises rotatives haute vitesse découpent des matériaux empilés — textiles, films, composites carbone.
Votre choix dépendra de vos objectifs : pour la vitesse, optez pour la version double ; pour une finition parfaite, restez sur une lame simple et prenez votre temps.
Fraise à surfacer mono-lame vs. Fraise à surfacer multiple : quelles différences ?
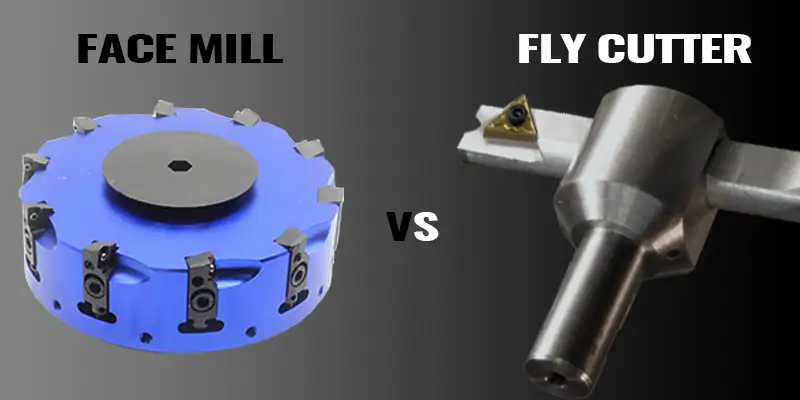
Fraise à surfacer mono-lame vs. fraise à surfacer multiple:quelles différences ?
Lorsqu’on choisit entre fraises mono-lame et fraises à surfacer multiples, les différences influencent à la fois les performances et les coûts d’exploitation :
1. Conception & coût
- Fraise mono-lame
1 à 2 plaquettes simples, design minimaliste. Faible coût d’achat et d’entretien, réaffûtage facile.
- Fraise à surfacer multiple
4 à 8 plaquettes spécialisées, coût initial et d’usure plus élevés.
2. Finition de surface & précision
- Mono-lame : excellente qualité de surface (notamment sur métaux non ferreux), grâce au point de contact unique.
- Multi-lame : enlèvement de matière rapide mais finition moins homogène.
3. Compatibilité machine
- Mono-lame : fonctionne sur des fraiseuses standards, y compris anciennes ou à faible puissance.
- Multi-lame : nécessite rigidité machine et broche puissante.
4. Flexibilité d’utilisation
- Mono-lame : idéale pour surfaces irrégulières, réglages sur mesure, petites séries.
- Multi-lame : adaptée aux séries longues, gros enlèvements, surfaces planes.
5. Aspects pratiques
- Avantage mono-lame : modification simple de la géométrie par affûtage ou repositionnement.
- Limite multi-lame : remplacement de plaquettes nécessite souvent un réajustement.
Quand utiliser une fraise à surfacer mono-lame ?
Alors, quand est-ce que cela a vraiment du sens d’en utiliser une ? En résumé : lorsque vous avez besoin d’une surface plane et que la finition est plus importante que la vitesse.
Par exemple, si vous travaillez sur une petite série de pièces où l’aspect de surface est crucial. Vous dressez peut-être une grande plaque d’aluminium ou un bloc d’acier doux. Une fraise mono-lame bien réglée offrira une finition lisse et homogène, avec moins de traces d’outil qu’une fraise à surfacer multiple. C’est aussi un bon choix si vous ne voulez pas investir dans un outil multi-plaquettes juste pour retoucher quelques pièces.
Elles sont également utiles avec des machines peu puissantes. Contrairement aux fraises multiples qui exigent un couple important, une fraise mono-lame impose peu de contraintes — un vrai avantage sur des machines verticales anciennes ou de loisir. C’est plus lent, certes, mais les résultats valent le détour, surtout si vous recherchez une planéité au micron près.
Conseils pour une utilisation sûre et efficace
Utiliser une fraise à surfacer mono-lame peut sembler simple, mais si vous avez déjà entendu des vibrations sur une plaque d’acier, vous savez que ce n’est pas si trivial.
Voici quelques conseils pratiques pour garantir sécurité et qualité :
Maintenir l'aiguisage de la mècheUn tranchant émoussé ruine la finition, génère des vibrations, augmente la pression de coupe et use prématurément les roulements.
L’équilibrage est crucial.Si votre outil a plusieurs arêtes (ou une seule très décalée), assurez-vous qu’il soit équilibré avant d’atteindre de hautes vitesses. Sinon, c’est non seulement bruyant, mais dangereux.
Allez-y doucement sur la profondeur.Il est tentant de couper plus en un seul passage, mais ces outils préfèrent des passes légères (< 0,3 mm), surtout sur les matériaux durs comme l’acier.
Écoutez la coupe.Vous entendrez souvent un problème avant de le voir. Un son clair et régulier est idéal. Si vous entendez grincements ou vibrations, arrêtez-vous pour vérifier vitesse, affûtage ou alignement.
L’efficacité vient d’une bonne préparation. Avec les bons réglages, même une fraise simple peut produire une finition miroir digne des outils haut de gamme.
Conclusion : Choix stratégique des outils avec SUNDI
Soyons honnêtes : les fly cutters ne sont pas les outils les plus impressionnants de l’atelier. Mais lorsqu’il s’agit d’obtenir une surface plane et propre sans recourir à une douzaine de plaquettes ou à une fraise coûteuse, ils remplissent parfaitement leur mission.
Nous avons vu toutes sortes de configurations – petites fraiseuses d’établi, grands bancs CNC, machines hybrides. Quelle que soit l’échelle, un bon fly cutter reste une valeur sûre. Ce n’est pas une question de vitesse, mais de précision.
Chez SUNDI, nous misons sur la simplicité : comprendre ce que vous fabriquez, choisir un outil adapté à votre machine, et garantir une finition qui ne nécessite pas de retouches. Que vous travailliez l’aluminium, l’acier ou un matériau intermédiaire, nous vous aiderons à choisir un outil qui fonctionne réellement, pas seulement un outil qui se vend.
FAQ: Fly Cutters
Q : Peut-on utiliser un fly cutter sur de l'acier ?
Oui, mais il faut respecter ses limites. Réduisez les tours/min, utilisez une plaquette en carbure, et évitez des passes trop profondes — 0,3 mm est déjà beaucoup pour l'acier. Si votre machine vibre facilement, préférez des passes encore plus légères.
Q : Quelle est une bonne vitesse pour couper de l'aluminium ?
Cela dépend de la taille de l'outil et de la machine. Pour un outil de taille moyenne, 1 000 tr/min fonctionne généralement bien. L’objectif n’est pas d’aller vite — il suffit de lisser la surface proprement. Des passes légères réduisent aussi les marques.
Q : Pourquoi j’ai toujours des vibrations ou des bruits ?
Plusieurs causes possibles : plaquette émoussée, outil trop sorti, machine pas assez rigide. Les fly cutters ont besoin de serrage ferme et de netteté. Essayez de baisser la vitesse ou de raccourcir l'outil. Parfois, il suffit de re-fixer correctement la pièce.
Q : Puis-je modifier la largeur de coupe ?
Oui — il suffit d’avancer ou de reculer l’outil dans son support. C’est l’un des avantages du fly cutter : pas besoin d’un outil différent pour chaque diamètre. Il faut juste éviter d’aller trop large si votre machine ne le supporte pas.
Q : Est-ce adapté aux débutants ?
La plupart du temps, oui. Commencez doucement, avec des passes peu profondes, et écoutez les sons de l’outil. Si ça grince ou saute, arrêtez et vérifiez vos réglages. Avec un peu d’attention, le fly cutter est assez tolérant.





