 Saltar para o conteúdo
Saltar para o conteúdo Fresamento concordante vs. fresamento discordante
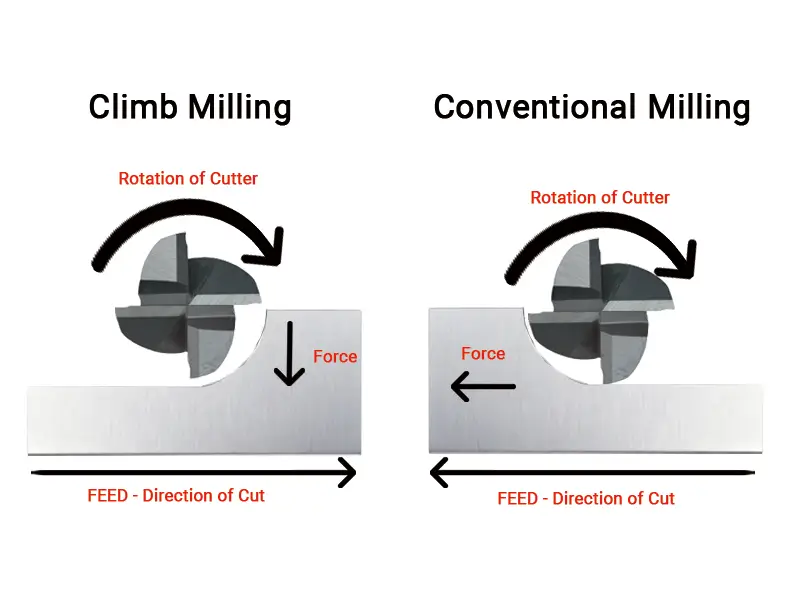
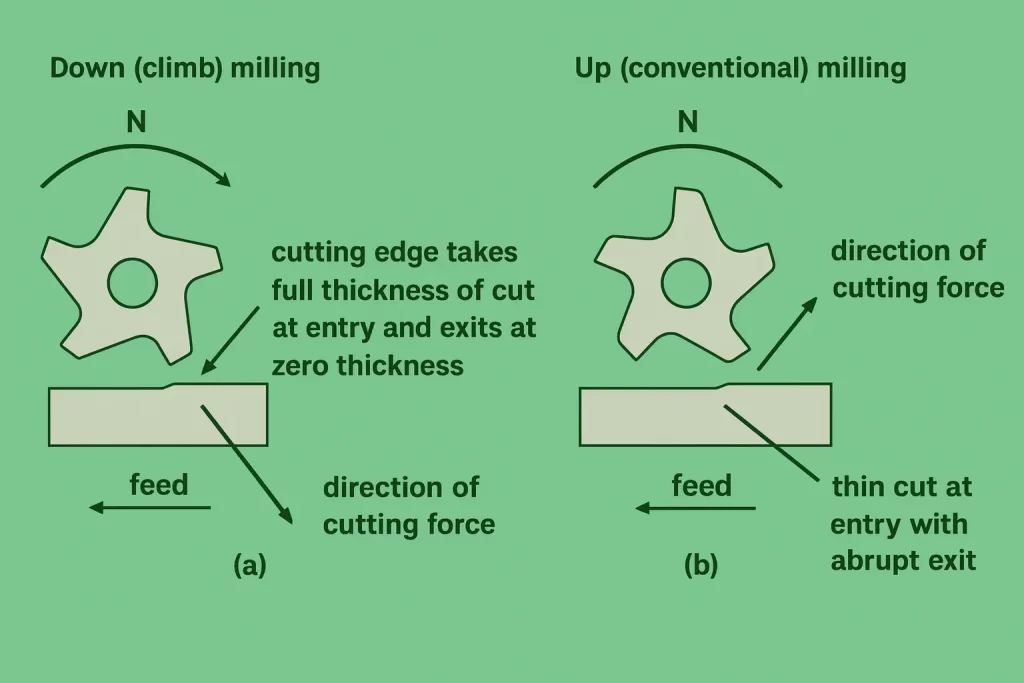
A diferença básica entre o fresamento concordante e o fresamento discordante está na direção de rotação da fresa. No fresamento concordante, a fresa de metal duro gira no mesmo sentido do avanço, pressionando a peça contra a mesa. No fresamento discordante, a fresa gira no sentido oposto ao avanço, puxando a peça para cima da mesa.
One method saves you money, the other costs you time.
O que é o fresamento concordante
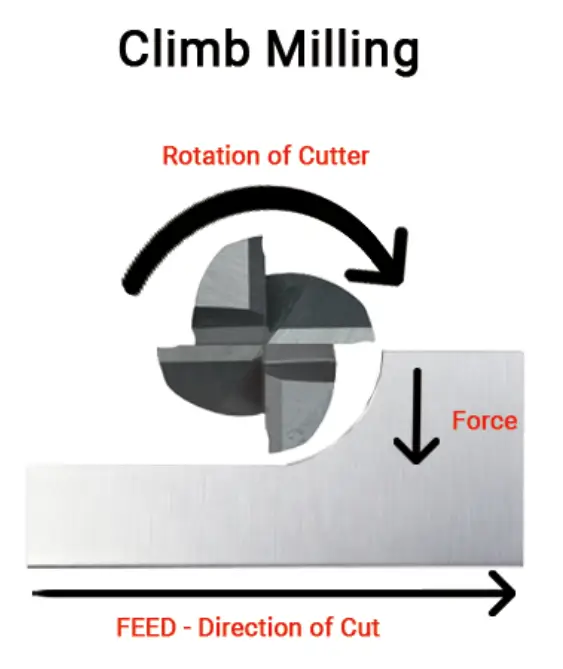
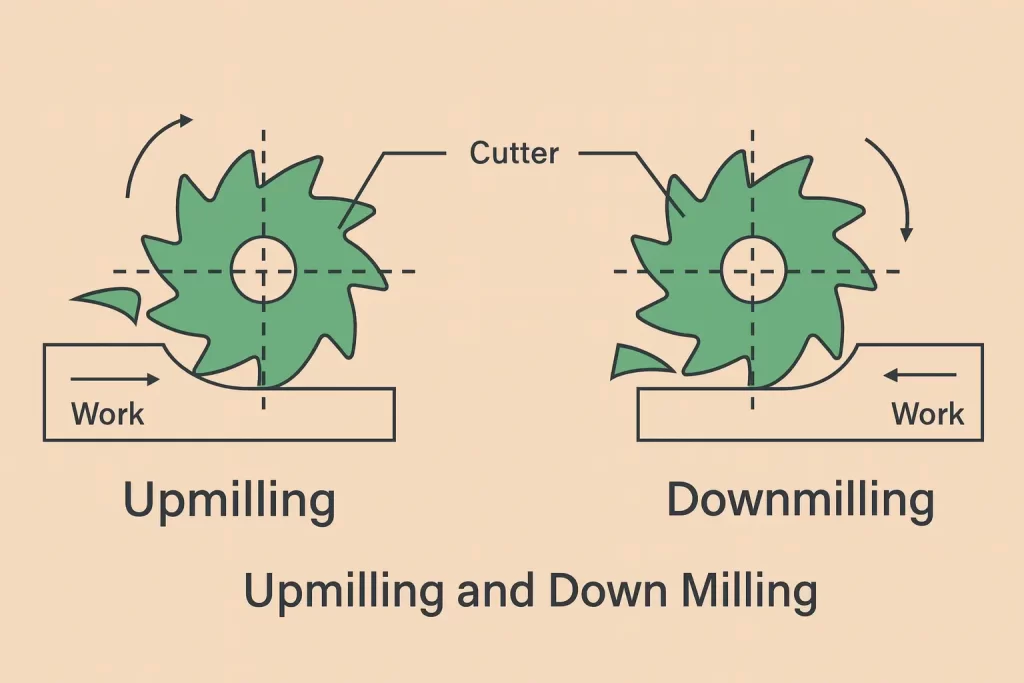
Primeiro, é importante entender que a ferramenta gira na mesma direção do avanço. Isso descreve o fresamento concordante. Também é chamado de fresamento descendente, pois a fresa desce sobre o material. A espessura do cavaco começa em seu valor máximo e diminui até zero. A fresa corta fortemente na entrada e libera de forma limpa na saída. Os cavacos caem atrás da ferramenta, e não à sua frente.
O que é o fresamento discordante
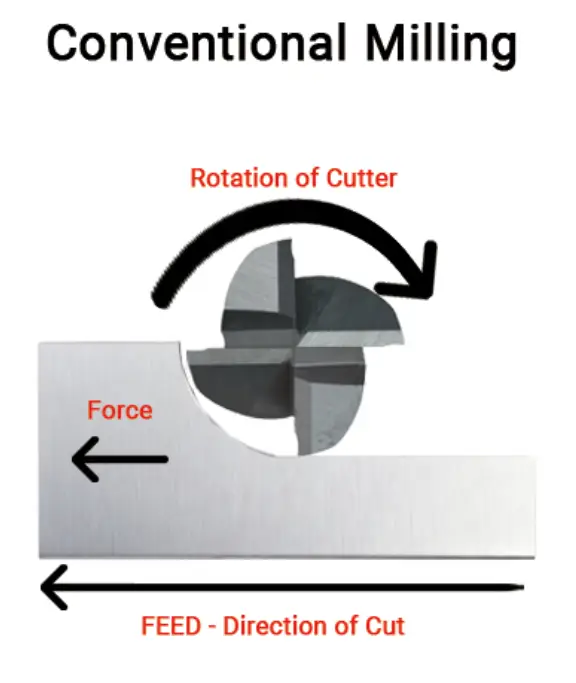
No fresamento discordante, a fresa gira no sentido oposto ao avanço. A ferramenta corta de baixo para cima, contrariando o movimento da peça. A espessura do cavaco começa em zero e aumenta até o máximo. A ferramenta primeiro roça a superfície antes de cortar. Em seguida, os cavacos são empurrados para a frente no caminho de corte.
Vantagens do fresamento concordante
O fresamento concordante supera o fresamento discordante em quase todos os critérios técnicos. Veja abaixo os principais benefícios.
Melhor acabamento superficial
O fresamento concordante gera superfícies mais lisas do que o fresamento discordante. A formação do cavaco de espesso para fino minimiza a deflexão da ferramenta na saída. Não ocorre recorte de cavacos, pois eles são evacuados atrás da fresa. Ao passar o dedo sobre ambas as superfícies, é fácil perceber que o acabamento do fresamento concordante é sempre superior.
Vida útil prolongada da ferramenta
No fresamento concordante, as ferramentas duram de 40 % a 50 % mais. O calor permanece no cavaco, não na ferramenta. Menos atrito significa menos desgaste nas arestas de corte. O afinamento gradual do cavaco reduz o esforço sobre a ferramenta durante todo o corte. O seu orçamento de ferramentas vai agradecer.
Forças de corte reduzidas
As forças descendentes do fresamento concordante estabilizam a peça contra a mesa. Dispositivos de fixação simples funcionam perfeitamente. Além disso, é necessária menos pressão de fixação. O eixo principal trabalha com menor esforço, os rolamentos duram mais e o consumo de energia é reduzido em comparação ao fresamento discordante.
Melhor evacuação de cavacos
No fresamento concordante, os cavacos caem para fora da zona de corte. Não há risco de recorte dos cavacos. Além disso, não ocorre acúmulo de cavacos na superfície da peça. Isso resulta em uma operação mais limpa e em melhor visibilidade do corte. A chance de riscar a superfície final é reduzida.
Menor geração de calor
Como a largura do cavaco diminui gradualmente, o calor é eliminado junto com ele. A peça permanece mais fria. Materiais sensíveis à temperatura são usinados com melhor desempenho no fresamento concordante. A expansão térmica é mínima e as tolerâncias permanecem mais precisas.
Desvantagens do fresamento concordante
O fresamento concordante exige máquinas rígidas e um ajuste adequado. Se a configuração estiver incorreta, os problemas surgem rapidamente.
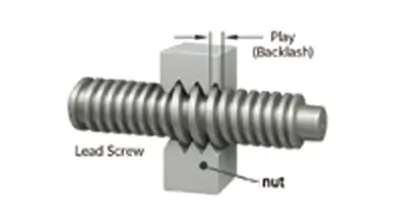
Problemas de folga mecânica
A força de tração do fresamento concordante expõe qualquer folga existente na máquina. O jogo no fuso é amplificado, fazendo com que a ferramenta puxe a mesa e crie situações perigosas. Máquinas manuais mais antigas quase sempre apresentam problemas de folga. Portanto, verifique sempre a folga antes de iniciar o fresamento concordante.
Requisitos de estabilidade da peça
No fresamento concordante, a fresa puxa a peça em direção à ferramenta. No entanto, uma fixação inadequada pode causar movimento da peça durante o corte. Qualquer deslocamento durante a usinagem resulta em peças rejeitadas. É necessário um sistema de fixação robusto; suportes leves simplesmente não são suficientes.
Impacto inicial da ferramenta
A espessura máxima do cavaco na entrada gera altas forças de corte iniciais. Isso sobrecarrega máquinas com menor rigidez. Com ajuste incorreto, o risco de quebra da ferramenta aumenta. Este método não é ideal para cortes interrompidos ou superfícies irregulares.
Vantagens do fresamento discordante
O fresamento discordante é mais eficaz onde o fresamento concordante apresenta limitações. É ideal para máquinas mais antigas, materiais duros ou configurações menos estáveis.
Sem problemas de folga
O fresamento discordante elimina preocupações com folga mecânica. A força de corte atua contra o movimento da mesa, e não a favor dele. Esse método é seguro para máquinas antigas com fusos desgastados. As fresadoras manuais preferem esse tipo de fresamento justamente por esse motivo.
Melhor para materiais duros
A formação gradual do cavaco permite um melhor desempenho em materiais duros. Ferro fundido, aço endurecido e materiais com camada de óxido superficial se beneficiam desse processo. O contato progressivo de fino para grosso evita choques na ferramenta. A fresa não sofre impacto ao entrar no material.
Maior controle
No fresamento discordante, a ferramenta se desvia para longe da peça. Isso reduz a probabilidade de cortes profundos indesejados. O processo é mais tolerante a erros de configuração. É ideal para operações de desbaste em que a precisão não é essencial.
Estável em máquinas leves
Máquinas de hobby e montagens leves lidam melhor com o fresamento discordante. Essa operação gera menos vibração e um comportamento mais previsível. As cópias da Bridgeport preferem esse método. Máquinas CNC modernas não são tão afetadas por essa diferença.
Desvantagens do fresamento discordante
O fresamento discordante reduz a vida útil da ferramenta e a qualidade do acabamento. É preciso aceitar esses compromissos quando necessário.
Desgaste excessivo da ferramenta
O atrito antes do corte gera muito calor. Esse calor é absorvido pela ferramenta, e não pelo cavaco. As ferramentas perdem o fio mais rapidamente e precisam ser substituídas com maior frequência. O atrito desgasta prematuramente as arestas de corte, aumentando os custos de ferramenta.
Acabamento superficial deficiente
A deflexão da ferramenta e da peça gera superfícies mais ásperas. Os cavacos podem ser recortados novamente ao serem empurrados para a frente. A qualidade da superfície é inferior em comparação com o fresamento concordante. As passagens de acabamento no fresamento convencional exigem retrabalho adicional.
Encruamento do material
O atrito antes do corte endurece a superfície do material. Cada passada torna o próximo corte mais difícil. O aço inoxidável e as ligas de níquel são especialmente sensíveis ao fresamento discordante. Você está literalmente lutando contra o material a cada corte.
Forças de corte mais altas
As forças direcionadas para cima exigem uma fixação mais forte da peça. Isso significa mais pressão de fixação e dispositivos de fixação mais complexos. O risco de a peça levantar durante o corte aumenta, assim como o tempo de preparação do setup.
Principais diferenças entre o fresamento concordante e o fresamento discordante
A direção de corte muda tudo: a formação do cavaco, as forças, o acabamento superficial e a vida útil da ferramenta.
Padrão de formação do cavaco
No fresamento concordante, o cavaco se forma do espesso para o fino. No fresamento discordante, ele se forma do fino para o espesso. Essa única diferença afeta todas as outras características. A posição da espessura máxima do cavaco determina o fluxo de calor, a direção das forças e a qualidade da superfície.
Direção da força de corte
No fresamento concordante, as forças atuam para baixo, estabilizando a peça. No fresamento discordante, as forças atuam para cima, levantando a peça. O design do dispositivo de fixação muda completamente conforme a direção da força. Portanto, planeje o processo levando isso em consideração.
Mecânica de engajamento da ferramenta
No fresamento concordante, a ferramenta entra com engajamento máximo e sai de forma limpa. No fresamento discordante, ela primeiro roça e depois corta, aumentando gradualmente até o máximo. A escolha entre impacto inicial ou aumento gradual deve depender da dureza do material e da rigidez da máquina.
Quais fatores considerar ao escolher entre fresamento concordante e fresamento discordante
Primeiro, quem decide é a sua máquina. Depois, o material. Por fim, os requisitos de acabamento também contam.
Capacidades da máquina-ferramenta
Primeiro, verifique se há folga. Mova a mesa manualmente; se ela se mover, use fresamento discordante. Tem uma CNC moderna com fusos de esferas? Então prefira o fresamento concordante. Fresadora manual? Provavelmente discordante, a menos que tenha eliminadores de folga.
Propriedades do material
Materiais macios? Prefira o fresamento concordante. Materiais duros? Escolha o fresamento discordante. Materiais com óxidos ou superfícies irregulares? Use fresamento discordante no primeiro passe e concordante para o acabamento. Materiais sensíveis à temperatura? O fresamento concordante ajuda a reduzir o calor.
Requisitos de acabamento superficial
Precisa de um acabamento espelhado? Use apenas o fresamento concordante. Corte bruto para preparação de solda? O fresamento discordante funciona bem. Passes de acabamento sempre se beneficiam do fresamento concordante, se a máquina permitir.
Estabilidade da peça
Peças leves se beneficiam das forças descendentes do fresamento concordante. Peças pesadas suportam bem as forças ascendentes do fresamento discordante. Paredes finas sofrem menos deflexão com o fresamento concordante, enquanto fundidos rígidos toleram melhor o discordante.
Profundidade e largura de corte
Ao cortar até metade do diâmetro da fresa ou menos, o fresamento concordante apresenta melhor desempenho. No corte de canal completo, ambos os métodos funcionam de forma semelhante. Passes leves de acabamento mostram a maior diferença entre os dois métodos.
Quando usar o fresamento concordante
Use o fresamento concordante em máquinas modernas com configurações rígidas. Em segundo lugar, para operações de acabamento. Em terceiro, para alumínio e materiais macios. Além disso, sempre que o acabamento superficial for importante. Também é ideal para produções em série, onde a vida útil da ferramenta impacta nos custos. Por fim, use-o em máquinas CNC com compensação de folga.
Quando usar o fresamento discordante
Prefira o fresamento discordante em máquinas que apresentem folga. Também é indicado para operações manuais. Em seguida, para materiais duros com camada de óxidos. Use-o nas primeiras passadas de fundidos brutos.
Além disso, utilize-o quando a montagem não for suficientemente rígida ou em cortes interrompidos em materiais resistentes. Finalmente, é o método ideal para máquinas antigas sem compensação de folga.
Boas práticas para o fresamento concordante e discordante
Primeiro, teste sua máquina. Corte peças de teste nos dois sentidos. Meça o acabamento da superfície. Verifique o desgaste da ferramenta após 20 peças. Sua máquina mostrará o que funciona melhor — ouça-a.
Use ferramentas afiadas, independentemente do método. Ferramentas cegas ampliam todos os problemas. Observe o som do corte — uma mudança no tom significa que algo mudou. Pare e verifique.
Fixe a peça com mais firmeza do que imagina ser necessário. O fresamento concordante puxa, o discordante levanta. Em ambos os casos, qualquer movimento significa peça perdida.
Aplique corretamente o fluido de refrigeração CNC. No fresamento concordante, ele remove o calor. No fresamento discordante, reduz o atrito. Não deixe de usar o fluido de refrigeração para economizar tempo.
Conclusão
O fresamento concordante é tecnicamente superior ao fresamento discordante. Proporciona melhor acabamento, maior vida útil da ferramenta e menor geração de calor. No entanto, a folga mecânica anula essas vantagens instantaneamente. Máquinas modernas preferem o fresamento concordante; as antigas exigem o discordante. Teste ambos os métodos na sua configuração — afinal, os resultados importam mais do que a teoria.





