 Aller au contenu
Aller au contenu Fraisage en rampe : types, applications, avantages et inconvénients
Il est souvent nécessaire de créer des formes fermées lors du fraisage. Plusieurs techniques sont utilisées à cet effet. L'une d'elles est le fraisage en rampe. Lors du fraisage en rampe, l'outil descend en biais. Il n'est pas nécessaire de créer un trou de départ dans le fraisage en rampe. Cette approche offre de nombreux avantages pour l'usinage de composants complexes. Dans cet article, nous vous fournirons des informations complètes sur le fraisage en rampe.
Qu'est-ce que le fraisage en rampe ?
Le fraisage en rampe est une méthode où le fraise approche de la pièce sous un angle, tout en se déplaçant horizontalement. Les côtés de l’outil sont généralement plus solides que sa pointe. L’utilisation de ces côtés diminue le stress sur la pièce et réduit l’usure de l’outil. Un avantage évident du fraisage en rampe est qu’il n’est pas nécessaire de percer un trou de départ. Cela permet de gagner du temps.
Voici quelques-unes des situations courantes où le fraisage en rampe est utilisé :
- Travailler avec des matériaux durs pour minimiser et éviter les défaillances
- Éliminer les trous pilotes pendant le processus d'usinage, ce qui réduit le temps de préparation et les changements d'outils
- Créer des poches ou des cavités fermées sans perçage préalable
- Travailler sur des conceptions complexes
Types de fraisage en rampe
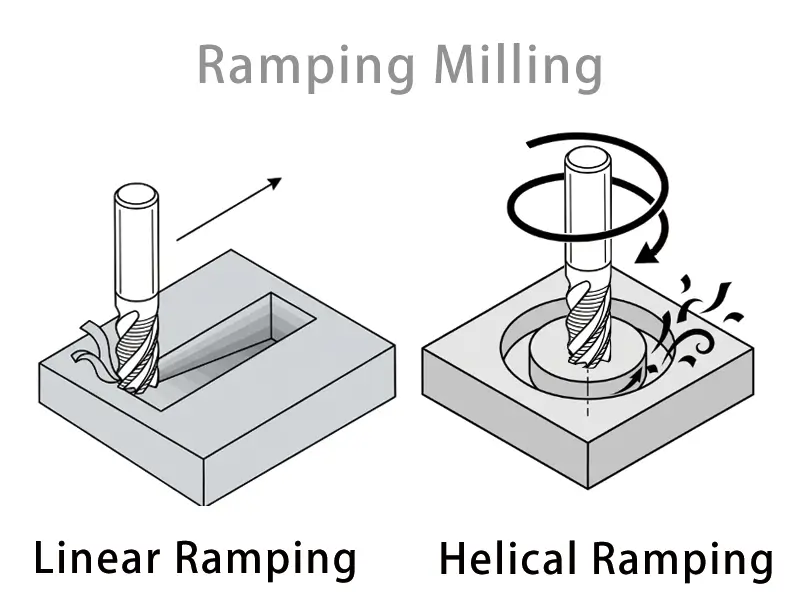
Voici les types de fraisage en rampe :
Fraisage en rampe linéaire
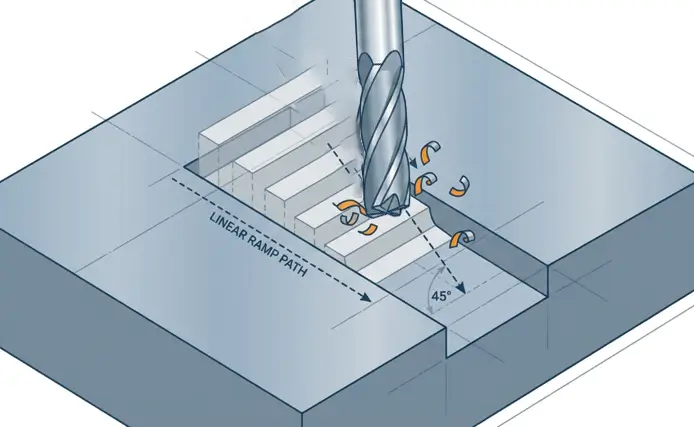
Le fraisage en rampe linéaire déplace l'outil vers l'avant tout en le descendant dans le matériau sous un angle constant. Dans ce trajet simple, la profondeur et la direction sont faciles à contrôler.
Il se déplace simultanément sur deux axes : horizontalement tout en descendant verticalement. Cela crée un parcours diagonal à travers le matériau. Des ajustements peuvent être effectués sur l'angle en tenant compte de la dureté du matériau et de la résistance de l'outil. Il est couramment utilisé pour :
- Fraisage de poche simple
- Rainures peu profondes
- Matériaux plus tendres
- Opérations de usinage de base
Fraisage en rampe hélicoïdale (Interpolation circulaire)
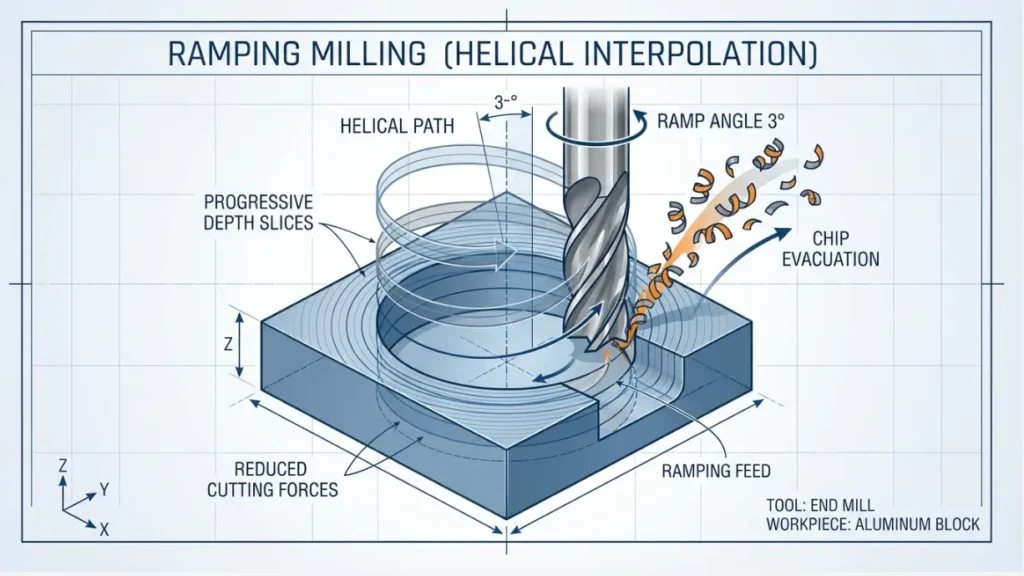
Lors du fraisage en rampe hélicoïdale, l’outil suit un motif circulaire tout en descendant. Cela combine la rotation avec la descente verticale pour répartir les forces de coupe de manière plus uniforme. Le trajet peut être serré ou large selon les besoins. Cela permet une meilleure évacuation des copeaux et un meilleur fini de surface. Ses applications courantes incluent :
- Des trous profonds et des cavités
- Des matériaux durs comme l’acier
- Des travaux de précision
- Des formes complexes en 3D
Avantages du fraisage en rampe
Examinons quelques avantages du fraisage en rampe :
Durée de vie prolongée de l’outil
L’action de rampe répartit les forces de coupe le long du bord de l’outil. Cela réduit les motifs d’usure qui raccourcissent la durée de vie de l’outil de coupe et accélèrent l’éclatement ou la rupture en raison des charges de choc soudaines. Les outils de coupe durent plus longtemps et nécessitent donc moins de remplacements. Cela entraîne des coûts d’outillage réduits et moins de temps d’arrêt pour les changements d’outils lors des productions.
Amélioration de la qualité de surface
La méthode d'entrée contrôlée permet d'obtenir des finitions plus lisses sur les surfaces usinées. Le fraisage en rampe élimine les marques rugueuses laissées par les découpes agressives. Le processus progressif assure une élimination constante du matériau. Cela conduit à moins de défauts et à une meilleure précision dimensionnelle. Les pièces nécessitent souvent moins de travaux de finition par la suite, ce qui permet de gagner du temps et de réduire les étapes de traitement supplémentaires.

Meilleure évacuation des copeaux
Le fraisage en rampe permet une évacuation efficace des copeaux métalliques de la zone de coupe. Cela évite l'accumulation de copeaux. Les zones de coupe propres conservent un meilleur refroidissement et une friction réduite. Une évacuation efficace des copeaux améliore également la visibilité pendant le processus d'usinage.
Réduction de la génération de chaleur
L'engagement progressif de l'outil minimise la friction entre la fraise et la pièce à usiner. Avec moins de friction, il y a moins d'augmentation de température dans la zone de coupe. La chaleur excessive nuit à la durée de vie à la fois de l'outil et du matériau à usiner. Les conditions de coupe plus froides préservent les propriétés du matériau et préviennent la déformation thermique. Cela devient très important lors du travail avec des métaux sensibles à la chaleur.
Augmentation de la vitesse d'usinage
Le fraisage en rampe permet aux opérateurs d'utiliser des vitesses d'avance plus élevées en toute sécurité. Une approche contrôlée à des vitesses plus rapides réduit le risque de défaillance de l'outil. Cela signifie que les travaux sont terminés en moins de temps sans compromettre la qualité. Une production plus rapide augmente l'efficacité générale et le rendement. Les économies de temps s'accumulent avec plusieurs pièces et des cycles de production longs.
Limitations du fraisage en rampe
Bien que le fraisage en rampe offre de nombreux avantages, il présente également quelques inconvénients.
- La principale limitation est que, par rapport à la coupe plongeante directe, il y a une augmentation du temps de cycle. Étant donné que le trajet incliné ou en spirale prend plus de temps pour atteindre la profondeur totale, ce temps supplémentaire s’accumule au fil des différentes opérations. Par conséquent, cela peut affecter les plannings de production.
- Un autre problème est la complexité de la programmation. En particulier, le fraisage en rampe hélicoïdale nécessite un logiciel et une planification plus avancés. Les opérateurs doivent être formés à la manière de définir correctement les paramètres. Si les angles de rampe ou les vitesses sont incorrects, les avantages sont complètement perdus.
- Capacité de la machine est très importante. Les anciennes machines de fraisage manquent souvent des systèmes de contrôle nécessaires pour des mouvements de rampe fluides. La coordination des trois axes nécessite des moteurs servo précis et une construction rigide de la machine. Les limitations de l'équipement restreignent les méthodes de fraisage en rampe que les opérateurs peuvent utiliser.
- Enfin, le fraisage en rampe nécessite plus d'espace dans la pièce. L'outil a besoin d'espace pour créer son chemin angulaire ou circulaire. Les petites poches ou les géométries serrées posent des problèmes lorsque l'espace est insuffisant. Cette exigence spatiale limite les endroits où les opérateurs peuvent appliquer efficacement les techniques de fraisage en rampe.
Matériaux adaptés au fraisage en rampe
Le fraisage en rampe fonctionne efficacement avec différents matériaux, mais nécessite des approches différentes en fonction de la dureté et de l'usinabilité.
Matériaux tendres
Les matériaux tendres, tels que l'aluminium, le cuivre et les plastiques, fonctionnent bien avec des angles de rampe compris entre trois et dix degrés. Ces matériaux se coupent facilement et génèrent moins de chaleur pendant le processus.

Matériaux durs
Les matériaux plus durs, tels que le titane et l'acier inoxydable, nécessitent un fraisage hélicoïdal beaucoup plus lent et contrôlé pour minimiser l'usure des outils. L'acier, l'acier inoxydable et la fonte sont mieux usinés avec des angles de rampe plus étroits de un à trois degrés. Cette entrée contrôlée évite un stress excessif sur les outils de coupe.
Alliages
Le fraisage en rampe est utilisé dans diverses industries, y compris l’utilisation d’alliages de titane dans l’industrie aérospatiale et la fabrication de pièces de moteur en aluminium pour les voitures. Des techniques similaires sont utilisées pour les implants, où l’intégrité du matériau est primordiale. Chacun de ces matériaux réagit différemment au fraisage en rampe, en fonction de leurs propriétés thermiques et de leur résistance aux forces de coupe.
Applications du fraisage en rampe
Le fraisage en rampe est l'une des principales méthodes pour créer des poches et des cavités dans un matériau solide sans trous pilotes préalables. Cette procédure ne nécessite aucune opération de perçage préalable. Les opérateurs créent des rampes pour accéder directement aux formes fermées avec des fraises à bout. Cette technique permet de gagner du temps sur la préparation et réduit le nombre de changements d'outils nécessaires pendant la production.
Fraisage de rainures est une autre application importante, particulièrement efficace pour les rainures étroites ou fermées. Il est particulièrement adapté pour les rainures de moins de trente millimètres de large, car des problèmes surviennent avec les méthodes d'entrée traditionnelles. L'entrée contrôlée empêche la déviation de l'outil dans des espaces restreints.
Le fraisage en rampe est un substitut du perçage conventionnel dans le processus de création de trous. Il est utile pour les trous de grand diamètre où les perceuses deviennent impraticables. Le mouvement spiralé forme des formes cylindriques nettes avec une bonne finition de surface.
Gravure et travaux de surface détaillés reposent sur le fraisage en rampe pour un contrôle précis de la profondeur. Les opérations de contre-perçage utilisent le fraisage en rampe pour créer des trous en marche et des zones encastrées. Le fraisage de profil et le travail de contour sont également améliorés par le fraisage en rampe lors de la coupe des bords extérieurs et des formes complexes.
Dans la micro-usinage, le fraisage en rampe repose sur le fait que l’équilibre des forces devient critique à petite échelle. L’engagement progressif empêche les défaillances catastrophiques de l’outil dans les opérations délicates.

Fraisage en rampe vs. fraisage plongeant
Méthode d'entrée
Le fraisage en rampe entre dans le matériau sous un angle ou selon un motif spiralé. L'outil descend progressivement tout en se déplaçant horizontalement. En fraisage plongeant, l'outil est dirigé directement vers le bas dans le matériau. Cela entraîne un engagement immédiat à pleine profondeur avec la pièce.
Contraintes sur l'outil
Le fraisage en rampe répartit les forces de coupe sur le tranchant de l'outil au fil du temps. Cela réduit les charges de pointe et prolonge la durée de vie de l'outil. Le fraisage plongeant concentre toutes les forces instantanément sur la pointe de l'outil. La soudaineté de l'impact augmente l'usure et accroît la probabilité de rupture.
Temps de cycle
Le fraisage plongeant atteint la profondeur totale plus rapidement que les méthodes de fraisage en rampe. Un chemin vertical direct permet de gagner du temps sur les opérations individuelles. Le fraisage en rampe prend plus de temps car l'outil parcourt une plus grande distance. Cependant, cette différence de temps peut être compensée par une réduction des changements d'outils.
Exigences de la machine
Le fraisage plongeant fonctionne sur des machines plus simples avec des commandes de base. Il ne nécessite que le mouvement sur l'axe vertical. Le fraisage en rampe nécessite un mouvement coordonné sur plusieurs axes et une programmation plus sophistiquée. Les équipements plus anciens peuvent ne pas être aussi efficaces pour gérer les opérations de fraisage en rampe en douceur.
Conclusion
Le fraisage en rampe est une alternative pratique au fraisage plongeant agressif. Il prolonge la durée de vie de l'outil, améliore la qualité de finition et ne nécessite pas l'ajout de systèmes exotiques ni le remplacement des équipements. Les temps de cycle sont un peu plus longs, mais les coûts réduits des outils et moins de pièces rejetées justifient généralement le compromis dans la production quotidienne réelle.
FAQ sur le fraisage en rampe
Quelle est la différence entre l'interpolation hélicoïdale et le fraisage en rampe ?
L'interpolation hélicoïdale est un type de fraisage en rampe. En pratique, les termes sont utilisés de manière interchangeable. L'interpolation hélicoïdale décrit le mouvement circulaire en spirale lors de la descente, tandis que le fraisage en rampe est le terme général qui englobe les méthodes linéaires et hélicoïdales. Les deux techniques impliquent une entrée graduelle de l'outil dans le matériau plutôt qu'un plongeon direct.
Qu'est-ce qui est mieux : fraisage en rampe ou fraisage plongeant ?
Le fraisage en rampe est meilleur pour la longévité de l'outil et la qualité de la surface. Il réduit considérablement la génération de chaleur et les niveaux de stress. Pour la vitesse, le fraisage plongeant l'emporte avec des opérations de base sur des configurations rigides. Utilisez le fraisage en rampe pour les matériaux plus durs et les travaux de précision. Utilisez le fraisage plongeant lorsque le temps de cycle est crucial et que les outils peuvent supporter les forces d'impact sans problème.
Peut-on utiliser le fraisage en rampe pour l'usinage de parois minces ?
Le fraisage en rampe fonctionne pour l'usinage de parois minces, mais il nécessite une sélection soigneuse des paramètres. L'entrée graduelle réduit les forces de coupe qui pourraient dévier les sections fines. Cependant, l'outil a besoin d'un espace adéquat pour créer son chemin en rampe. Les géométries serrées limitent les options de fraisage en rampe. Le fraisage en rampe linéaire avec des angles faibles fonctionne souvent mieux que les méthodes hélicoïdales pour les parois minces.
Qu'est-ce qu'une rampe de coupe ?
Une rampe de coupe fait référence à la trajectoire angulaire ou spirale suivie par un outil de coupe pour entrer dans le matériau. Elle décrit le chemin programmé, et non une caractéristique physique. L'angle de la rampe détermine l'agressivité avec laquelle un outil peut entrer dans le matériau. Les rampes plus raides coupent plus rapidement, mais exercent plus de pression sur les outils. Les rampes plus douces protègent les outils, mais augmentent considérablement le temps du cycle.
Quels sont les paramètres utilisés dans le fraisage en rampe ?
Les paramètres clés incluent l'angle de rampe, le taux d'avance, la vitesse du broche et le diamètre de la rampe pour les trajectoires hélicoïdales.
- Angle de rampe : généralement entre un et dix degrés, en fonction de la dureté du matériau de la pièce à usiner.
- Taux d'avance : équilibre entre la vitesse et les capacités de l'outil.
- Profondeur de passe : contrôle la quantité de matériau à enlever par passage.
Ces paramètres combinés optimisent l'efficacité de la coupe et la durée de vie de l'outil.
Le fraisage en rampe peut-il être effectué sur des machines de fraisage à 3 axes ?
Oui, le fraisage en rampe fonctionne très bien sur une machine de fraisage standard à trois axes. Le fraisage linéaire et hélicoïdal nécessite uniquement la coordination des axes X, Y et Z. Le contrôleur doit prendre en charge l'interpolation entre ces axes simultanément. La plupart des machines CNC modernes à trois axes gèrent facilement les opérations de fraisage en rampe. Les machines manuelles ou basiques avec CNC plus anciennes peuvent ne pas avoir les capacités nécessaires dans leurs contrôleurs pour un mouvement fluide de la rampe.





