Aller au contenu
Aller au contenu 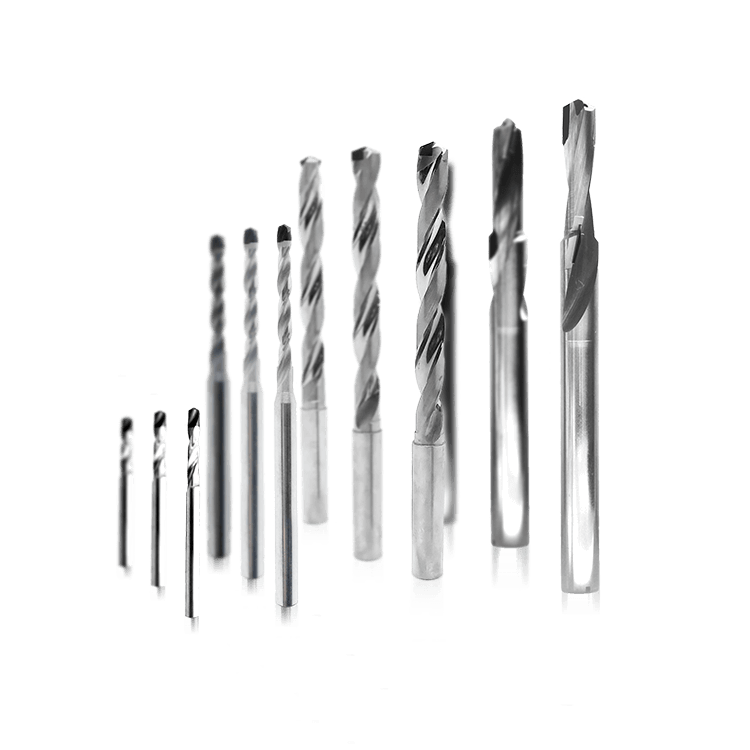
- Foret hélicoïdal PCD avec pointe
-

Foret hélicoïdal PCD avec pointe
Nous utilisons le nouveau matériau CHEVRON pour braser le dessus du corps en carbure, puis nous usinons le corps de l'outil et la zone PCD en même temps par le processus de décharge électrique, ce qui confère aux outils une bonne consistance. Ces forets sont largement utilisés dans les nouveaux matériaux composites, tels que l'alliage d'aluminium, le Sic, la fibre de carbone, le PMMA, le plastique, etc.
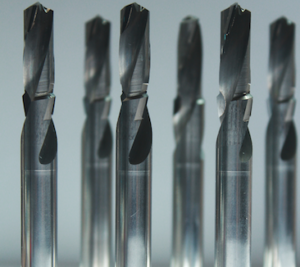
- Foret PCD avec pointe et alimentation en liquide de refroidissement
-

Foret PCD avec pointe et alimentation en liquide de refroidissement
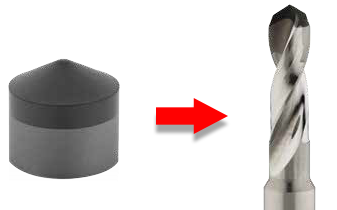
Diamant PCD brasé sur toute l'extrémité du carbure monobloc
En réduisant la température du foret et du service de forage et en augmentant le pouvoir lubrifiant, l'outil est sujet à une diminution de l'usure et de la détérioration. - Foret hélicoïdal PCD à pointe pleine
-

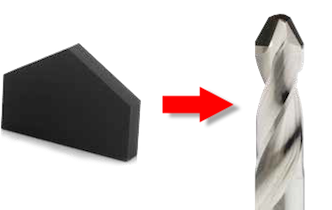
Foret hélicoïdal PCD à pointe pleine
La partie supérieure de la pointe solide en PCD est formée avec un matériau PCD spécial, développé spécifiquement pour le perçage des composites et des applications composites/empilement/AL/Ti. Grâce à sa partie supérieure solide, la pointe solide en PCD présente une forte résistance à la fissuration et à l'écaillage, et la stabilité de l'outil est considérablement améliorée.
- Foret étagé PCD (à flûtes hélicoïdales)
-
Foret étagé PCD (à flûtes hélicoïdales)
Ce type de foret PCD peut localiser directement la position des trous et percer correctement les chanfreins à 45° ou 60°, ce qui aide les ouvriers à réduire les difficultés de travail et la charge de travail. Selon les exigences des clients en matière de matériaux ou de trous, nous pouvons ajouter des sorties doubles pour réduire les impacts des copeaux lors de l'usinage.
- Foret étagé PCD (à flûtes droites)
-

Foret étagé PCD (à flûtes droites)
Straight flute PCD step drills, often referred to as Alésoirs PCD (drill reamers), are designed for high precision machining of brittle and powder-forming materials such as aluminum alloys, ceramics, graphite, and composites. They ensure stable cutting, smooth hole walls, and excellent dimensional accuracy. With long tool life and consistent performance, they are ideal for fine hole-making and finishing applications.
- Micro-foret PCD
-
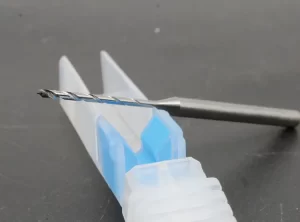
Micro-foret PCD
Le micro-foret hélicoïdal est un type spécifique de foret en carbure monobloc. Son diamètre de pointe varie de 1 mm à 2 mm, et sa durée de vie est manifestement plus longue que celle des forets en carbure traditionnels.