 Skip to content
Skip to content 

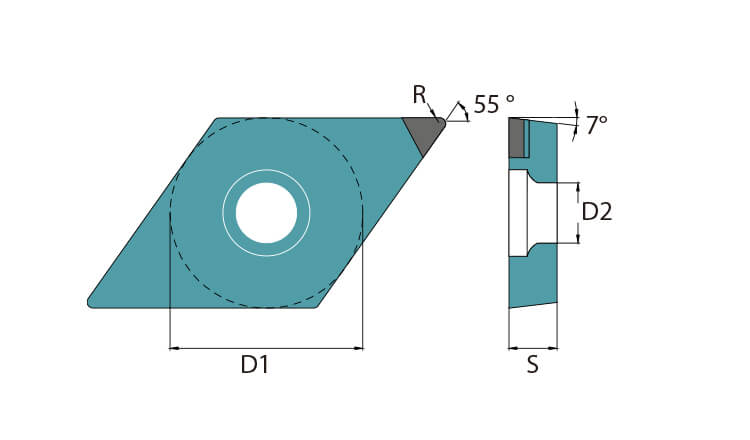
| Shape | Designation | D1 [mm] | D2 [mm] | S [mm] | R [mm] |
|---|---|---|---|---|---|
 | CCGW060202 | 6.5 | 2.8 | 2.38 | 0.2 |
| CCMW160616 | 15.875 | 6.35 | 6.35 | 1.6 | |
 | CCGW060202 | 6.5 | 2.8 | 2.38 | 0.2 |
| CCMW160616 | 15.875 | 6.35 | 6.35 | 1.6 | |
 | DNGA150604 | 12.7 | 5.16 | 6.35 | 0.4 |
| DNMA110412 | 9.525 | 3.18 | 4.76 | 1.2 | |
 | DNGA150604 | 12.7 | 5.16 | 6.35 | 0.4 |
| DNMA110412 | 9.525 | 3.18 | 4.76 | 1.2 | |
 | SCGW09T304 | 9.525 | 4.4 | 3.97 | 0.4 |
| SCMW120412 | 12.7 | 5.5 | 4.76 | 1.2 | |
 | SCGW09T304 | 9.525 | 4.4 | 3.97 | 0.4 |
| SCMW120412 | 12.7 | 5.5 | 4.76 | 1.2 | |
 | TPGN110304 | 6.35 | - | 3.18 | 0.4 |
| TPMN160308 | 9.525 | - | 3.18 | 0.8 | |
 | TPGN110304 | 6.35 | - | 3.18 | 0.4 |
| TPMN160308 | 9.525 | - | 3.18 | 0.8 | |
 | VBGW160402 | 9.525 | 4.4 | 4.76 | 0.2 |
| VBMW160412 | 9.525 | 4.4 | 4.76 | 1.2 | |
 | VBGW160402 | 9.525 | 4.4 | 4.76 | 0.2 |
| VBMW160412 | 9.525 | 4.4 | 4.76 | 1.2 | |
 | WCGW040202 | 9.525 | 3.4 | 3.97 | 0.2 |
| WCMT06T308 | 12.7 | 5.5 | 4.76 | 0.8 | |
 | WCGW040202 | 9.525 | 3.4 | 3.97 | 0.2 |
| WCMT06T308 | 12.7 | 5.5 | 4.76 | 0.8 |