 Skip to content
Skip to content Types of CNC Coolants: Your Complete Selection Guide
When it comes to precision machining, the right CNC coolant makes all the difference. You need more than just any fluid to keep your cutting tools sharp and your parts within tolerance.
The selection of CNC coolants impacts your tool life, surface finish quality, and manufacturing costs. For example, the wrong coolant is the main reason for premature tool damage, low quality surface finishing, and maintenance issues.
However, before you select a CNC coolant, you should understand the capabilities and limitations of each coolant.
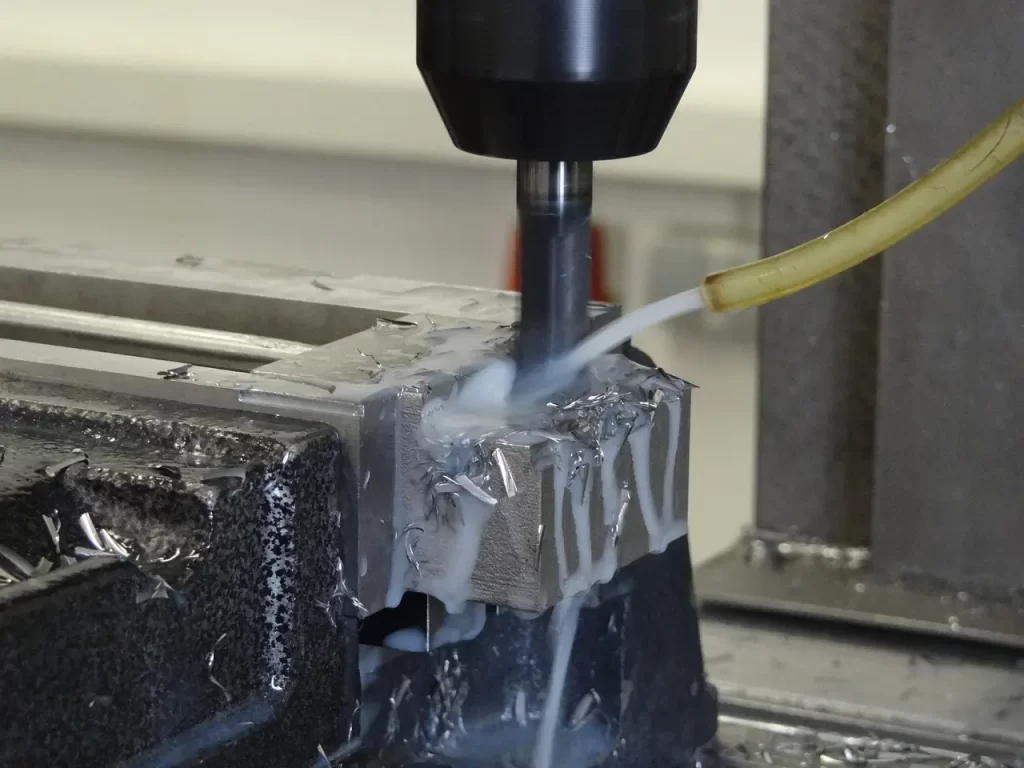
What Is CNC Coolant?
CNC coolant is a special fluid for CNC machining. It has three major functions:
- It controls heat
- Reduces friction
- And removes chips from the cutting area.
Its main role is to improve tool life and part quality.
In metal cutting, friction generates a lot of heat at the tool workpiece interface. This heat reaches 1000°F. Without proper cooling, your cutting tools will face quick wear, thermal deformation, and premature failure. Above all, the workpiece itself gets dimensional changes and surface damage.
Beyond cooling, CNC coolants also do following functions:
- Heat dissipation
- Lubrication
- Chip removal
- Corrosion prevention
Main Types of CNC Coolants
There are two main types of CNC coolants: water based and oil-based. However, the practical classification further divides them into four types.
These are:
- Straight oils
- Soluble oils
- Semi synthetic coolants
- Synthetic coolants
Each category gives you knowledge to match coolant properties to your machining requirements.

Straight Oils
Straight oils contain 100% petroleum and mineral oil with no water content. You use them undiluted, directly from the container to your machine. The dark, thick appearance immediately makes them different from water-based alternatives.
Composition and Performance
These oils incorporate extreme pressure sulfur and chlorine compounds. The purpose is to handle intense cutting forces. The formulation provides maximum lubrication at the cutting edge. In reality, no other coolant type offers comparable boundary lubrication properties.
The oil film strength prevents metal-to-metal contact even under extreme pressure. Subsequently, you achieve longer tool life because the viscosity creates a protective barrier which is better than water-based coolants.
Soluble Oils
Soluble oils create a milky white emulsion when mixed with water. You typically dilute these concentrates at ratios between 5% and 10% oil to water. This is the most widely used CNC coolant type in manufacturing.
Formulation and Characteristics
The base mineral oil has emulsifiers that easily mixes with water. When you mix it properly, tiny oil droplets suspend throughout the water, creating a stable emulsion. This combination gives both cooling from water and lubrication from oil.
Anti Corrosion elements protect machined surfaces and machine parts. Subsequently, biocides control bacterial growth, though regular monitoring remains important.
Semi-Synthetic Coolants
Semi-synthetic coolants bring a hybrid formulation between soluble oils and full synthetics. The translucent to semi-opaque appearance gives the reduced oil content. Generally, it is 2 to 8 percent compared to 30 to 50 percent in soluble oils.
Formulation and Benefits
The chemistry mixes small amounts of mineral oil with synthetic lubricants and additives. This hybrid approach gives better cooling than soluble oils. However, it maintains better lubrication compared to full synthetics.
The synthetic formula improves emulsion stability and extends sump life. In result, you will get cleaner operation with less residue on machines and parts. This formulation depletes some tramp oil, making maintenance easier than traditional soluble oils.
Synthetic Coolants
Synthetic coolants incorporate zero petroleum oil. This formulation comes with water soluble chemical polymers, corrosion inhibitors, and synthetic lubrication additives.
Chemical Composition
These coolants are true solutions rather than emulsions. You will find no oil droplets suspended in the water. This fundamental difference provides significant performance advantages.
The synthetic polymers provide lubrication through different mechanisms than oil. Simultaneously, lubrication in chemical and extreme pressure additives replace the oil film.
CNC Coolant Delivery Methods

The delivery method affects coolant performance as significantly as the coolant type itself. This is the reason, you need to match the delivery approach according to your machining requirements.
Flood Coolant Systems
Traditional flood cooling gives high volumes of coolant directly onto the cutting area. Similarly, flow rates come between 30,000 to 60,000 mL per hour. The coolant completely floods the cutting area, giving maximum heat removal.
This approach is best for materials weaker to work hardening, like stainless steel and Inconel. The continuous coolant flow prevents localized heating. For example, machining 316 stainless steel without adequate flood cooling will bring quick work hardening and tool failure.
Minimum Quantity Lubrication
MQL comes with the near-dry machining technology. You apply atomized lubricant in tiny quantities which is less than 50 mL per hour. The fine mist gives lubrication precisely at the cutting edge without flood cooling.
It is good for the eco system also. For example, coolant consumption drops by 95 to 99 percent compared to flood systems. The parts come off the machine essentially dry, eliminating cleaning operations. Subsequently, you reduce both operational and disposal costs dramatically.
High-Pressure Coolant Systems
Through-spindle coolant delivery provides coolant directly at the cutting edge. Subsequently, pressure ranges from 300 to 1500 PSI force coolant through internal tool passages to the cutting zone.
It improves the chip evacuation. In deep-hole drilling, the high-pressure coolant blast forces chips up and out of the hole. Without this pressure, chip packing will break the tool. For example, drilling holes with depth-to-diameter ratios exceeding 5:1 becomes practical with high-pressure coolant.
The tool life improvement in difficult materials reaches 200 to 300 percent. The coolant reaches areas flood cooling cannot access. It provides lubrication and cooling exactly where needed. However, the specialized tooling and machine modifications will increase the costs significantly.
Conclusion
The right CNC coolant also requires matching coolant qualities according to your machining requirements. For instance, straight oils provide maximum lubrication for heavy-duty operations. Soluble oils give versatile performance for general machining.
Subsequently, Semi-synthetics share balanced properties for more precision work. It is important to always consult with coolant manufacturers to optimize performance according to your applications.





