 Skip to content
Skip to content Ramping Milling: Types, Applications, Pros and Cons
We often need to create closed forms in milling. Several techniques are used for this purpose. One is ramping milling. In ramping, the cutter moves down at an angle. There is no need to create a starting hole in ramping. This approach provides many advantages in machining complex components. In this article, we will provide comprehensive information about ramping milling.
What is Ramping?
Ramping is a method where the milling cutter approaches the workpiece at an angle, also moving horizontally. The tool’s sides are generally stronger compared to its tip. Utilizing these sides decreases the workpiece’s stress and reduces wear of the tool. One obvious benefit of using ramping milling is that you do not need to pre-drill the starting hole. Hence, it saves time.
The following are some of the common situations where ramping is used:
- Working with hard materials to minimize and avoid failures
- Eliminate pilot holes during the machining process, thus reducing setup time and tool changes.
- Creating closed pockets or cavities without pre-drilling
- Working on intricate designs
Types of Ramping Milling
Here are the types of ramping milling:
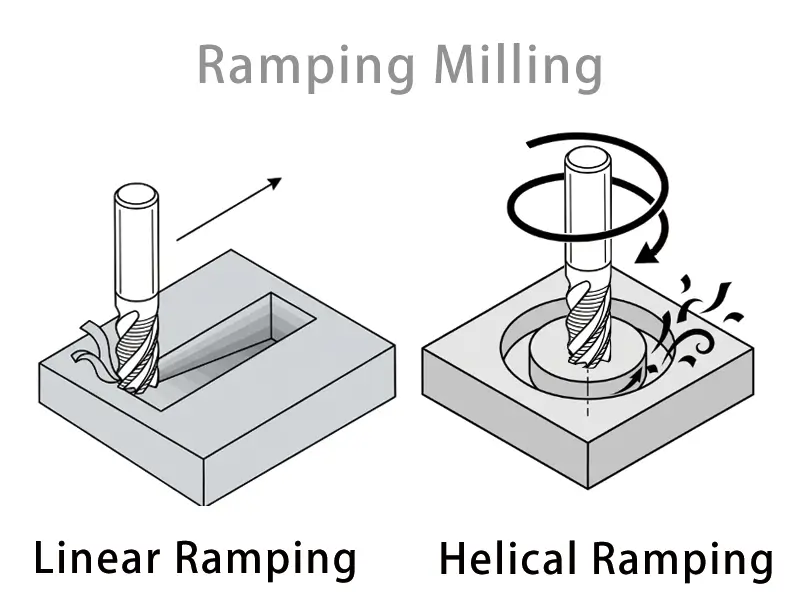
Linear Ramping
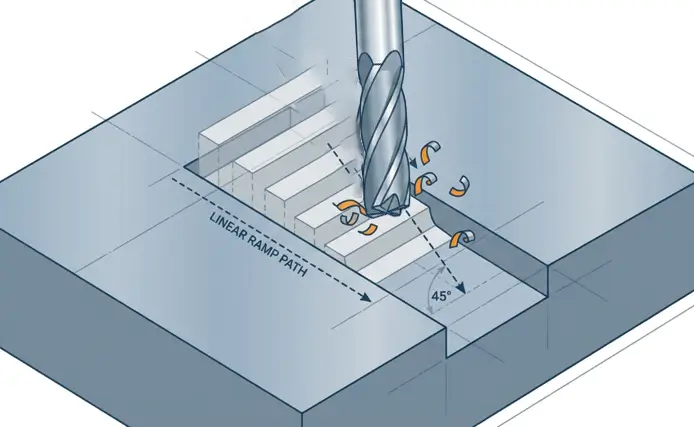
Linear ramping moves the tool forward while it lowers into the material at a steady angle. In this simple path, depth and direction are easy to control.
It moves on two axes simultaneously. It travels horizontally while moving vertically down. This makes a diagonal course through the material. Adjustments can be made to the angle by considering the hardness of the material and the strength of the tool. It is commonly used for:
- Simple pocket milling
- Shallow slots
- Softer materials
- Basic machining operations
Helical Ramping (Circular Interpolation)
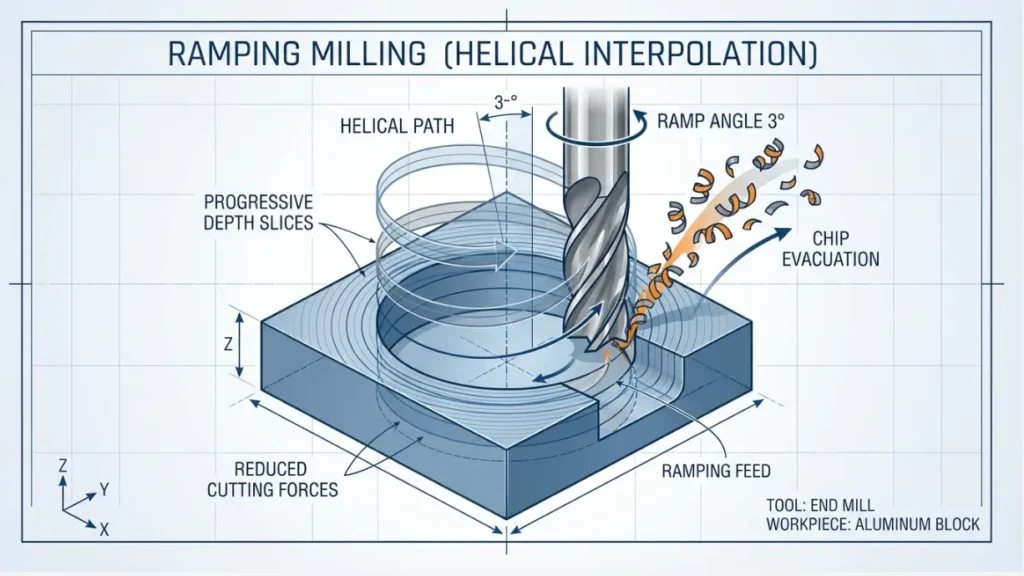
In helical ramping, the tool traces a circular pattern while moving down. This combines rotation with vertical descent to spread the cutting forces more evenly. It can be tight or wide depending on the needs. It provides better chip evacuation and surface finish. Its common applications include:
- Deep holes and cavities
- Hard materials such as steel
- Precision work
- Complex 3D shapes
Benefits of Ramping Milling
Let’s look at some benefits of ramping milling:
Extended Tool Life
The ramping action spreads the cutting forces along the tool edge. It reduces wear patterns that reduce the cutting tool’s life and accelerate chipping or breaking due to the sudden shock load. The cutting tools last longer and therefore require fewer replacements. This results in lower tooling costs and less downtime for tool changes during production runs.
Improved Surface Quality
The controlled entry method gives smoother finishes on machined surfaces. Ramping eliminates the rough marks left by aggressive plunge cuts. The gradual process produces consistent material removal. This leads to fewer defects and better dimensional accuracy. Parts often need less finishing work afterward, saving time and additional processing steps.

Better Chip Removal
The ramping allows for efficient evacuation of metal chips from the cutting zone. Consequently, it avoids chip buildup. Clean-cutting areas maintain better cooling and reduced friction. Effective chip evacuation also improves visibility during the machining process.
Reduced heat generation
Gradual tool engagement minimizes friction between the cutter and the workpiece. With less friction, there is less temperature rise in the cutting zone. Excessive heat is injurious to the life of both the tool and the material to be machined. Colder cutting conditions preserve material properties and prevent thermal distortion. This becomes very important when working with metals that are sensitive to heat.
Increased machining speed
Ramping allows operators to safely use higher feed rates. A controlled approach at faster speeds reduces the possibility of tool failure. This means jobs get completed in less time while quality is not compromised. Quicker production boosts the overall efficiency and throughput. Time savings add up with several parts and lengthy production runs.
Limitations of Ramping Milling
While ramping offers a number of advantages, it comes with some tradeoffs.
- The main limitation is that, compared with direct plunge cutting, there is increased cycle time. Since the angled or spiral path takes longer to reach full depth, this extra time adds up across multiple operations. Hence, it can impact production schedules.
- Another problem is programming complexity. Helical ramping, in particular, requires more advanced software and planning. Operators require training on how to set parameters correctly. If the ramp angles or speeds are wrong, the advantages are lost entirely.
- Machine capability is very important. Older milling machines often lack the control systems needed for smooth ramping motions. Three-axis coordination requires accurate servo motors and rigid machine construction. Equipment limitations restrict which ramping methods operators can use.
- Finally, ramping requires more space in the workpiece. The tool needs room to create its angled or circular path. Small pockets or tight geometries pose problems where clearance runs short. This spatial requirement limits where machinists can effectively apply ramping techniques.
Material Suitable for ramping Milling
Ramping works effectively across diverse materials but requires different approaches based on hardness and machinability.
Soft Materials

Hard Materials
Harder materials, such as titanium and stainless steel, require much slower and more controlled helical ramping to minimize tool wear. Steel, stainless steel, and cast iron are better machined with narrower ramp angles of one to three degrees. Such a controlled entry prevents excessive stress on cutting tools.
Alloys
Ramping is used in various industries, including the use of titanium alloys in the aerospace industry and the manufacturing of car aluminum engine parts. Similar techniques work for implants where material integrity is most needed. Each of these different materials responds to ramping differently, depending on their thermal properties and their resistance to cutting forces.
Applications of Ramping Milling
Ramping is one of the principal methods of creating pockets and cavities in solid material without prior pilot holes. This procedure doesn’t need any pre-drilling operation. Machinists create ramps to access closed forms directly with end mills. The technique saves setup time and reduces the number of tool changes needed during production.
Slot milling is another important application, and it’s especially effective in the case of narrow or closed slots. It is especially suitable for slots less than thirty millimeters wide because problems arise with traditional entry methods. The controlled entry prevents tool deflection in tight spaces.
Ramping is a substitute for conventional drilling in the process of hole making. It is useful for larger diameter holes where drills become impractical. The spiral movement forms clean cylindrical forms with a good surface finish.
Engraving and detailed surface work rely on ramping for accurate depth control. Counterboring operations use ramping to create stepped holes and recessed areas. Profile milling and contour work are also enhanced by ramping when cutting outside edges and complex shapes.
In micromachining applications, ramping relies on the fact that force balance becomes critical at small scales. Gradual engagement prevents catastrophic tool failure in delicate operation

Ramp Milling vs Plunge Cutting
Entry Method
Ramp milling enters material at an angle or in a spiral pattern. The tool descends gradually while it moves horizontally. In plunge cutting, the tool is driven straight down into the material. This results in immediate full-depth engagement with the workpiece.
Tool Stress
Ramping distributes the cutting forces across the tool edge over time. This reduces peak loads and extends tool life. Plunge cutting concentrates all forces at the tip in an instant. The suddenness of the impact increases wear and raises the likelihood of breakage.
Cycle Time
Plunge cutting reaches full depth faster than ramping methods. A direct vertical path saves time on individual operations. Ramping takes longer because the tool travels a greater distance. This time difference can be offset with reduced tool changes, though.
Machine Requirements
Plunge cutting works on simpler machines with basic controls. It requires vertical-axis movement only. Ramping requires coordinated multi-axis motion and more sophisticated programming. Older equipment may not handle smooth ramping operations as effectively.
Conclusion
Ramping milling is a practical alternative to aggressive plunge cutting. It extends tool life, improves finish quality, and doesn’t require adding exotic systems or replacing equipment. Cycle times are a little longer, but reduced tooling costs and fewer scrapped parts typically justify the tradeoff in real, day-to-day production.
FAQs About Ramping Milling
What is the difference between helical interpolation and ramping?
Helical interpolation is a kind of ramping milling. In practice, the terms are used synonymously. The helical interpolation describes the circular spiral motion during descent, while ramping is the general term that encompasses both linear and helical methods. Both techniques involve gradual tool entry into the material rather than direct plunging.
Which is better: ramping or plunging?
Ramping proves better for tool longevity and surface quality. It reduces heat generation and stress levels significantly. For speed, plunging wins with basic operations using rigid setups. Employ ramping for harder materials and precision work. Use plunging when cycle time matters most, and tools can handle the impact forces without issue.
Can you use ramping milling for thin-wall machining?
Ramping works for thin-wall machining but requires careful parameter selection. The gradual entry reduces cutting forces that could deflect thin sections. However, the tool needs adequate clearance space to create its ramping path. Tight geometries limit ramping options. Linear ramping with shallow angles often works better than helical methods for thin walls.
What is a cutter ramp?
A cutter ramp refers to the angled or spiral toolpath that a cutting tool follows to enter the material. It describes the programmed path, not a physical feature. The angle of a ramp determines how aggressively a tool can descend into material. Steeper ramps cut faster but stress tools more. Shallower ramps protect tools but do so at the great expense of additional cycle time.
What are the parameters used in ramping milling?
Key parameters include ramp angle, feed rate, spindle speed, and ramp diameter for helical paths.
- Ramp Angle: usually between one and ten degrees, depending on the workpiece material hardness.
- Feed Rate: balances between speed and tool capability.
- Step-down depth: controls the amount of material to be removed per pass.
These parameters, put together, optimize the efficiency in cutting and tool life.
Can ramping be done on 3-axis milling machines?
Yes, ramping works great on a standard three-axis milling machine. Both linear and helical ramping require only X, Y, and Z axis coordination. The controller has to support interpolation between these axes simultaneously. Most modern three-axis CNC machines handle ramping operations with ease. Older manual or basic CNC machines may not have the necessary capabilities in their controllers for smooth ramping motion.





