 Zum Inhalt wechseln
Zum Inhalt wechseln Arten von CNC-Kühlschmierstoffen: Ihr vollständiger Auswahlführer
Bei der Präzisionsbearbeitung macht der richtige CNC-Kühlschmierstoff den Unterschied. Sie benötigen mehr als nur eine Flüssigkeit, um Ihre Schneidwerkzeuge scharf zu halten und Ihre Teile innerhalb der Toleranzen zu fertigen.
Die Auswahl des CNC-Kühlschmierstoffs beeinflusst die Lebensdauer des Werkzeugs, die Oberflächenqualität und die Produktionskosten. Beispielsweise ist der falsche Kühlschmierstoff die Hauptursache für vorzeitigen Werkzeugverschleiß, schlechte Oberflächenqualität und Wartungsprobleme.
Bevor Sie jedoch einen CNC-Kühlschmierstoff auswählen, sollten Sie die Fähigkeiten und Einschränkungen jedes Kühlschmierstoffs verstehen.
Was ist CNC-Kühlschmierstoff?
CNC-Kühlschmierstoff ist eine spezielle Flüssigkeit für die CNC-Bearbeitung. Sie hat drei Hauptfunktionen:
- Er kontrolliert die Hitze
- Reduziert die Reibung
- Und entfernt Späne aus dem Schneidbereich.
Seine Hauptfunktion besteht darin, die Werkzeuglebensdauer und die Qualität der Teile zu verbessern.
Beim Metallbearbeiten erzeugt die Reibung viel Wärme an der Schnittstelle zwischen Werkzeug und Werkstück. Diese Wärme erreicht 1000°F. Ohne ordnungsgemäße Kühlung werden Ihre Schneidwerkzeuge schnell abgenutzt, thermisch deformiert und vorzeitig versagen. Vor allem wird das Werkstück selbst dimensional verändert und die Oberfläche beschädigt.
Neben der Kühlung übernimmt der CNC-Kühlschmierstoff auch die folgenden Funktionen:
- Wärmeabfuhr
- Schmierung
- Späneentsorgung
- Korrosionsschutz
Hauptarten von CNC-Kühlschmierstoffen
Es gibt zwei Hauptarten von CNC-Kühlschmierstoffen: wasserbasiert und ölbasiert. Die praktische Klassifikation unterteilt sie jedoch in vier Typen.
Diese sind:
- Reine Öle
- Lösliche Öle
- Halbsynthetische Kühlschmierstoffe
- Synthetische Kühlschmierstoffe
Jede Kategorie vermittelt Ihnen das Wissen, um die Eigenschaften des Kühlschmierstoffs mit Ihren Bearbeitungsanforderungen abzugleichen.

Reine Öle
Reine Öle bestehen zu 100 % aus Petroleum und Mineralöl ohne Wasseranteil. Sie werden unverdünnt, direkt aus dem Behälter in Ihre Maschine verwendet. Das dunkle, dicke Aussehen macht sie sofort von wasserbasierten Alternativen unterscheidbar.
Zusammensetzung und Leistung
Diese Öle enthalten Extremdruck-Schwefel und Chlorverbindungen. Ziel ist es, intensive Schneidkräfte zu bewältigen. Die Formulierung sorgt für maximale Schmierung an der Schneidkante. Tatsächlich bietet kein anderer Kühlstofftyp vergleichbare Grenzschmierungseigenschaften.
Die Ölfilmfestigkeit verhindert den Kontakt zwischen Metall und Metall, selbst unter extremem Druck. Dadurch erzielen Sie eine längere Werkzeuglebensdauer, da die Viskosität eine schützende Barriere bildet, die besser ist als bei wasserbasierten Kühlschmierstoffen.
Lösliche Öle
Lösliche Öle bilden eine milchig-weiße Emulsion, wenn sie mit Wasser gemischt werden. Diese Konzentrate werden typischerweise in Verhältnissen von 5% bis 10% Öl zu Wasser verdünnt. Dies ist der am häufigsten verwendete CNC-Kühlmitteltyp in der Fertigung.
Formulierung und Eigenschaften
Das Basis-Mineralöl enthält Emulgatoren, die sich leicht mit Wasser mischen. Wenn es richtig gemischt wird, verteilen sich winzige Öltropfen gleichmäßig im Wasser und bilden eine stabile Emulsion. Diese Kombination bietet sowohl Kühlung durch Wasser als auch Schmierung durch Öl.
Korrosionsschutzstoffe schützen bearbeitete Oberflächen und Maschinenteile. Darüber hinaus kontrollieren Biocide das Bakterienwachstum, wobei jedoch regelmäßige Überwachung wichtig bleibt.
Halbsynthetische Kühlmittel
Halbsynthetische Kühlmittel stellen eine hybride Formulierung zwischen löslichen Ölen und vollsynthetischen Kühlmitteln dar. Das durchscheinende bis halbopake Aussehen zeigt den reduzierten Ölanteil an. In der Regel liegt dieser bei 2 bis 8 Prozent im Vergleich zu 30 bis 50 Prozent bei löslichen Ölen.
Formulierung und Vorteile
Die Chemie mischt kleine Mengen Mineralöl mit synthetischen Schmierstoffen und Additiven. Dieser hybride Ansatz bietet eine bessere Kühlung als lösliche Öle. Gleichzeitig sorgt er für eine bessere Schmierung im Vergleich zu vollsynthetischen Flüssigkeiten.
Die synthetische Formel verbessert die Emulsionsstabilität und verlängert die Lebensdauer des Kühlbades. Dadurch erhalten Sie einen saubereren Betrieb mit weniger Rückständen auf Maschinen und Teilen. Diese Formulierung reduziert die Menge an Trampöl, was die Wartung im Vergleich zu traditionellen löslichen Ölen erleichtert.
Synthetische Kühlmittel
Synthetische Kühlmittel enthalten kein petrochemisches Öl. Diese Formulierung enthält wasserlösliche chemische Polymere, Korrosionsinhibitoren und synthetische Schmieradditive.
Chemische Zusammensetzung
Diese Kühlmittel sind wahre Lösungen und keine Emulsionen. Es sind keine Öltropfen im Wasser suspendiert. Dieser grundlegende Unterschied bietet erhebliche Leistungssteigerungen.
Die synthetischen Polymere bieten Schmierung durch andere Mechanismen als Öl. Gleichzeitig ersetzt die Schmierung in chemischen und extremen Druckadditiven den Ölfilm.
Kühlmittel-Zuführmethoden für CNC

Die Zuführmethode beeinflusst die Leistung des Kühlmittels genauso stark wie der Kühlmitteltyp selbst. Aus diesem Grund müssen Sie den Zuführansatz entsprechend den Anforderungen Ihrer Bearbeitung auswählen.
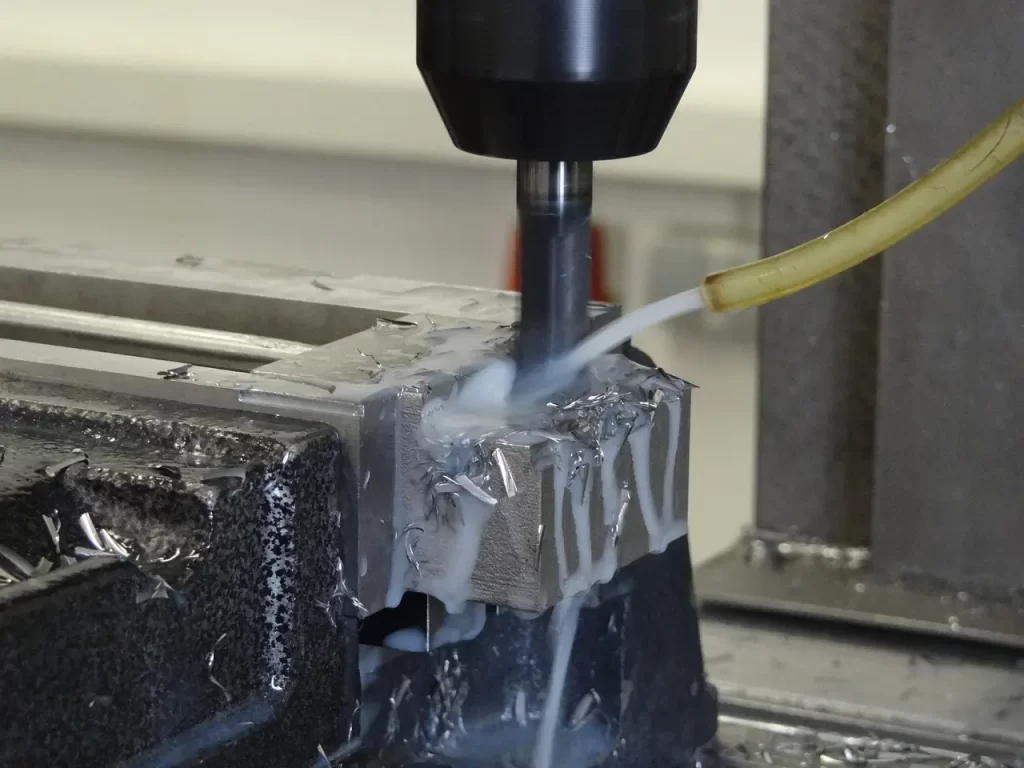
Flut-Kühlmittelsysteme
Das traditionelle Flutkühlen liefert große Mengen Kühlmittel direkt auf den Schneidbereich. Die Durchflussraten liegen normalerweise zwischen 30.000 und 60.000 ml pro Stunde. Das Kühlmittel überschwemmt den Schneidbereich vollständig und sorgt für maximale Wärmeabfuhr.
Dieser Ansatz eignet sich am besten für Materialien, die anfällig für Arbeitsverhärtung sind, wie Edelstahl und Inconel. Der kontinuierliche Kühlmittelfluss verhindert lokale Erwärmung. Zum Beispiel wird die Bearbeitung von Edelstahl 316 ohne ausreichende Flutkühlung schnell zu Arbeitsverhärtung und Werkzeugversagen führen.
Minimalmengenschmierung (MQL)
MQL (Minimalmengenschmierung) ist eine Technologie des fast trockenen Bearbeitens. Es wird eine atomisierte Schmierung in winzigen Mengen aufgetragen, die weniger als 50 ml pro Stunde beträgt. Der feine Nebel schmiert präzise an der Schneidkante ohne Flutkühlung.
Es ist auch gut für das Ökosystem. Zum Beispiel sinkt der Kühlmittelverbrauch um 95 bis 99 Prozent im Vergleich zu Flutsystemen. Die Teile kommen praktisch trocken von der Maschine, wodurch Reinigungsprozesse entfällt. Dadurch werden sowohl die Betriebskosten als auch die Entsorgungskosten erheblich gesenkt.
Hochdruck-Kühlsysteme
Die Kühlung durch den Spindelkanal liefert Kühlmittel direkt an die Schneidkante. Der Druck reicht von 300 bis 1500 PSI, um das Kühlmittel durch die internen Werkzeugkanäle in die Schneidzone zu zwingen.
Es verbessert die Späneentsorgung. Beim Tieflochbohren drängt der Hochdruck-Kühlmittelstrahl die Späne nach oben und aus dem Loch. Ohne diesen Druck wird die Späneansammlung das Werkzeug beschädigen. Zum Beispiel wird das Bohren von Löchern mit einem Verhältnis von Tiefe zu Durchmesser über 5:1 mit Hochdruck-Kühlmittel praktikabel.
Die Verbesserung der Werkzeugstandzeit bei schwierigen Materialien erreicht 200 bis 300 Prozent. Das Kühlmittel erreicht Bereiche, die mit Flutkühlung nicht zugänglich sind. Es sorgt für Schmierung und Kühlung genau dort, wo sie benötigt werden. Allerdings werden spezialisierte Werkzeuge und Maschinenmodifikationen die Kosten erheblich erhöhen.
Schlussfolgerung
Das richtige CNC-Kühlmittel erfordert auch eine Anpassung der Kühlmitteldesigns an Ihre Bearbeitungsanforderungen. Beispielsweise bieten gerade Öle maximale Schmierung für schwere Bearbeitungen. Lösliche Öle bieten vielseitige Leistung für allgemeine Bearbeitungen.
Semi-synthetische Öle bieten ausgewogene Eigenschaften für präzisere Arbeiten. Es ist wichtig, immer mit den Herstellern von Kühlmitteln zu sprechen, um die Leistung je nach Anwendung zu optimieren.





