 Zum Inhalt wechseln
Zum Inhalt wechseln Vollhartmetall-Bohrer
Einführung in VHM-Bohrer (Vollhartmetallbohrer)
Hartmetallbohrer, deren Kernmaterial aus Wolframcarbid besteht, bieten im Vergleich zu HSS (Schnellarbeitsstahl) eine überlegene Härte und Verschleißfestigkeit. Ob beim Tieflochbohren in Motorblöcken, beim Präzisionsbohren von Bauteilen aus Titanlegierungen in der Luft- und Raumfahrt oder bei der effizienten Zerspanung hochfester Materialien wie Werkzeugstählen – Hartmetallbohrer gewährleisten eine stabile Schnittleistung, präzise Maßhaltigkeit und eine lange Standzeit zur Steigerung Ihrer Fertigungseffizienz.
Bei Sundi haben wir uns auf maßgeschneiderte Bohrerlösungen spezialisiert, die auf unserer technischen Expertise und bewährten Branchenmethoden basieren. Unsere VHM-Bohrer sind auf hohe Präzision und Effizienz ausgelegt und damit die ideale Wahl für vielfältige Bohranwendungen. Unabhängig von der Auftragsgröße bieten wir Ihnen die besten Lösungen zur Optimierung Ihrer Produktionsprozesse.

PRODUKTE
Sundi bietet eine breite Palette an VHM-Bohrern (Vollhartmetall), die speziell auf bestimmte Materialien oder Anwendungen abgestimmt sind. Ob Sie vielseitige Lösungen, Werkzeuge für die Großserienfertigung, Mikrobearbeitung oder Tieflochbohrwerkzeuge benötigen – wir liefern sowohl Standard- als auch kundenspezifische Sonderbohrer zu wettbewerbsfähigen Preisen.
VHM-Bohrer für harte Werkstoffe
Universal-Spiralbohrer
CVD-Bohrer für CFK (CFRP)
3-Schneiden-Bohrer
Geradegenutete Bohrer
Stufenbohrer
NC-Anbohrer
Zentrierbohrer
Flachbohrer (180°-Bohrer)
Tiefloch-Spiralbohrer
VHM-Mikrobohrer
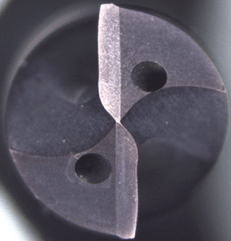
Strukturelle Einführung in VHM-Bohrer (Vollhartmetall)
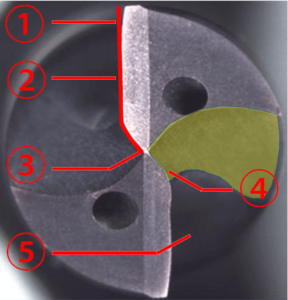
Design der Bohrerschneide
- 1
Gerade Hauptschneide
- 2
Glatter Übergang und großer Radius
- 3
Scharfe Bohrerspitze
- 4
Geschwungener Spanraum erzeugt kurze Späne (Optimierter Spanbruch)
- 5
Großer Spanraum
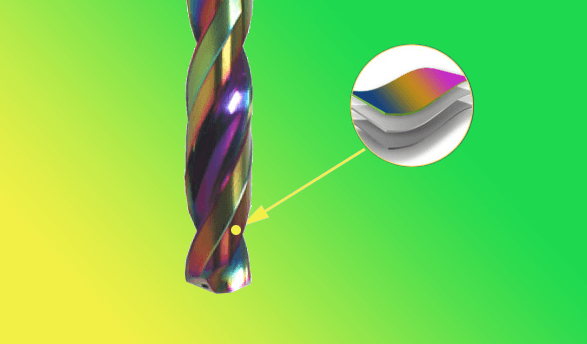
Hochwertiges Wolframcarbid-Material (Hartmetall)
Wir wählen erstklassige Wolframcarbid-Materialien aus, die speziell für die Bearbeitung von Stahl, Gusseisen, Nichteisenmetallen wie Aluminium und Kupfer sowie hochwarmfesten Legierungen entwickelt wurden und eine überlegene Verschleißfestigkeit sowie außergewöhnliche Stabilität bieten.

Types of Coatings for Our Solide Carbide Drill Bits
| Beschichtung | Farbe | Härte (GPa) | Maximale Temperatur | Reibungskoeffizient | Optimale Anwendungen | Kompatibilität |
|---|---|---|---|---|---|---|
| DLC | Schwarz/irisierend | 65 | 450° | < 0.10 | NE-Metalle | ★ |
| CVD-Diamant | Dunkelgrau | 80 - 100 | 600° | - | Verbundwerkstoffe (CFK/GFK), Graphit, Keramik | ★ |
| AlTiN | Grau | 35 +/-3 | 1000° | - | Allgemeine Anwendungen / Universal | ★★★ |
| AlTiSiN | Bronze | 38 +/-1 | 1000° | - | Harte Materialien | ★★ |
DLC
CVD-Diamant

AlTiN

AlTiSiN

Spezifikationen der VHM-Bohrersets (Vollhartmetall)

Material des Werkstücks
| Kühlmittel | Werkstoff des Werkstücks | Durchmesser | Länge der Flöte |
|---|---|---|---|
 | for steel / cost iron/ special Alloys | D3.0-D20 | 3D |
| D3.0-D20 | 5D | ||
| D3.0-D20 | 8D | ||
 | für Stahl / Roheisen | D3.0-D20 | 3D |
| D3.0-D20 | 5D | ||
| D3.0-D20 | 8D |

Material des Werkstücks
| Kühlmittel | Werkstoff des Werkstücks | Durchmesser | Länge der Flöte |
|---|---|---|---|
| für Aluminium/ Kupfer/ Nichteisenmetalle | D3.0-D20 | 3D |
| D3.0-D20 | 5D | ||
| D3.0-D20 | 8D | ||
| für Aluminium/ Kupfer/ Nichteisenmetalle | D3.0-D20 | 3D |
| D3.0-D20 | 5D | ||
| D3.0-D20 | 8D |
Benutzerkoffer für Hartmetall-Bohrer-Sets
| Benutzer Anwendung | |
|---|---|
| Workpice Material | 42CrMo |
| Anmeldung | Bohrer |
| Schnittgeschwindigkeit | 80m/min |
| Futtermittel | 980mm/min |
| Dill tief | 14mm |
| Coolnat | Emulsion |
| Gerät | HAAS |

| Benutzer Anwendung | |
|---|---|
| Workpice Material | SUS304 |
| Anmeldung | Bohrer |
| Schnittgeschwindigkeit | 70m/min |
| Futtermittel | 943mm/min |
| Dill tief | 24mm |
| Coolnat | Emulsion |
| Gerät | BT50 |

FAQ
HSS-Bohrer (Schnellarbeitsstahl) sind vielseitig einsetzbar und werden häufig zum Bohren verschiedener Materialien wie Stahl, Holz und Kunststoff verwendet. Sie sind im Vergleich zu Hartmetallbohrern kostengünstiger und eignen sich für weniger anspruchsvolle Anwendungen. Hartmetallbohrer (VHM) hingegen bestehen aus einem zäheren Material, das höheren Temperaturen standhält. Dadurch sind sie ideal für das Bohren harter Materialien wie Edelstahl, Titan und anderer Legierungen geeignet. Hartmetallbohrer bieten eine überlegene Leistung und eine längere Standzeit, sind jedoch kostenintensiver.
Weitere Details finden Sie unter Wahl zwischen HSS- und Hartmetallbohrern.
Ja, Hartmetallbohrer (VHM) sind in der Lage, gehärteten Stahl zu bohren. Aufgrund ihrer Härte und Hitzebeständigkeit können sie zähe Materialien wie gehärteten Stahl effektiv zerspanen, ohne ihre Schneidhaltigkeit zu verlieren. Es ist jedoch entscheidend, die richtigen Bohrparameter (z. B. Schnittgeschwindigkeit, Vorschub und Kühlmittelzufuhr) sicherzustellen, um übermäßigen Verschleiß oder Werkzeugbruch zu vermeiden.
Obwohl Hartmetallwerkzeuge für ihre Langlebigkeit und Leistungsfähigkeit bekannt sind, haben sie auch Nachteile. Der Hauptnachteil ist ihre Sprödigkeit – Hartmetallwerkzeuge neigen eher zu Ausbrüchen (Chipping) oder Brüchen, wenn sie nicht korrekt gehandhabt werden oder Stoßbelastungen ausgesetzt sind. Zudem sind sie in der Regel teurer als ihre HSS-Gegenstücke. Darüber hinaus erfordern Hartmetallwerkzeuge stabile Bearbeitungsbedingungen und eine sorgfältige Handhabung bei der Installation und im Betrieb.
Dokumente

Klicken Sie auf die Schaltfläche, um unseren neu erschienenen Katalog herunterzuladen
Wuxi Sundi Precision Tools Co.,LTD
- +86 18168312921
- +86 18168312921
- +86 18951588639
- info@sundicuttingtools.com
Unser Team ist hier, um Ihnen zu helfen! Wir bieten personalisierte Lösungen für Ihre individuellen Bedürfnisse. Kontaktieren Sie uns, um mehr zu erfahren.