 Aller au contenu
Aller au contenu Qu'est-ce qu'un foret à centrer ? Définition, types et applications
Dans l'usinage CNC, nous rencontrons divers défis. Par exemple, déterminer un point de départ pour percer un arbre. Le problème dans ce cas est que le foret dévie de son point initial. La solution à ce problème est un foret à centrer. Si vous voulez savoir ce qu'est un foret à centrer, ses types et ses applications, continuez à lire le blog.
Qu'est-ce qu'un foret à centrer ?
Un foret à centrer est l'un des outils utilisés dans l'usinage CNC pour percer des trous. Un foret à centrer est un foret court avec une pointe conique et un corps plus large (en forme de cône). Il est utilisé pour percer de petits trous pilotes dans une pièce métallique. Ces trous servent de guide pour percer des trous plus grands dans les arbres et pour fixer la pièce à usiner sur le tour.
Les forets à centrer ont également d'autres applications, que nous aborderons dans la section suivante. Examinons la conception de cet outil minuscule :
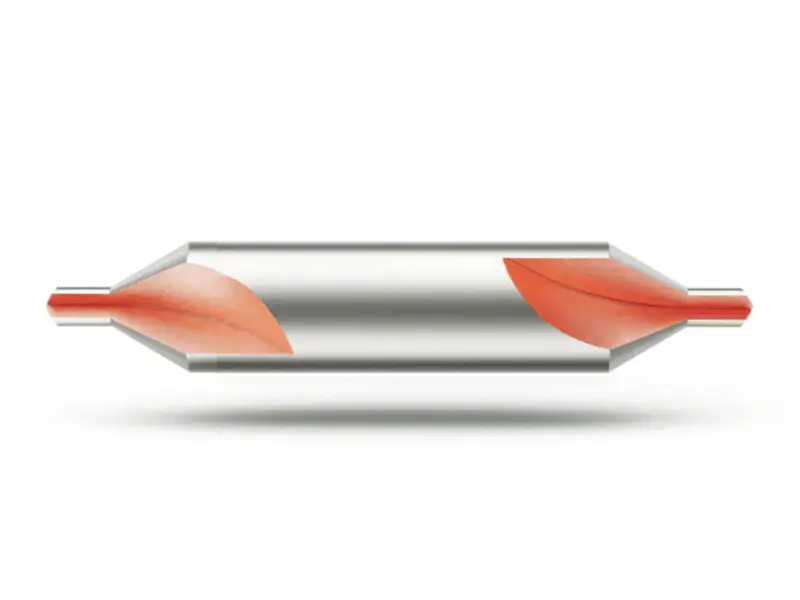
Pilote
Le pilote est la petite pointe, rigide et droite, du foret à centrer. L'objectif principal d'un pilote est de localiser l'axe. Vous vous demandez peut-être, pourquoi ne pas simplement commencer avec un foret classique ? Eh bien, si vous commencez directement à percer avec un foret à spirale, sa pointe de ciseau frotte et pousse le matériau.
Cette instabilité finira par faire dévier le foret du point central. C'est pourquoi nous utilisons des trous pilotes comme base de départ pour le perçage.
Chanfrein
Le chanfrein est la partie la plus large du foret à centrer. Il soutient la pièce et assure la stabilité structurelle.
Types de forets à centrer
Les forets à centrer existent sous différentes formes et tailles. Ils peuvent être classés en fonction du type de matériau et de la géométrie.
En fonction du matériau
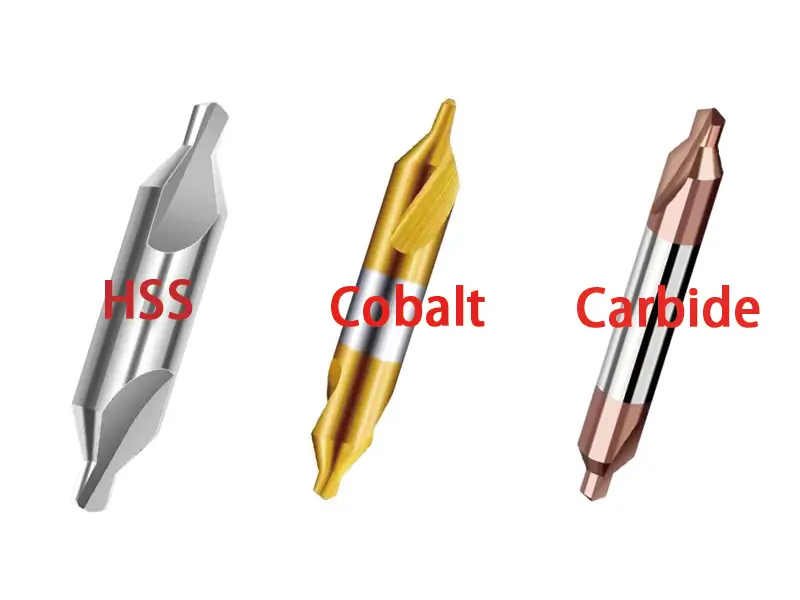
HSS
L'un des types les plus courants de forets à centrer sont les forets en acier rapide. Les machinistes les utilisent pour percer des matériaux tendres à moyennement durs, car ils résistent aux éclats et aux cassures. Si vous utilisez du HSS sur des matériaux plus durs, vous risquez d'échouer.
Cobalt
Les forets à centrer en cobalt sont essentiellement des forets HSS avec un pourcentage plus élevé de cobalt. Le cobalt augmente la résistance à l'usure et à la chaleur des forets à centrer.
Carbure
Le carbure est extrêmement dur et peut supporter des températures élevées. En raison de sa rigidité, il a une vitesse de rotation et une vitesse d'avance beaucoup plus élevées. Si vous visez des séries de production plus importantes, un foret à centrer en carbure peut offrir une précision maximale et une durée de vie prolongée de l'outil.
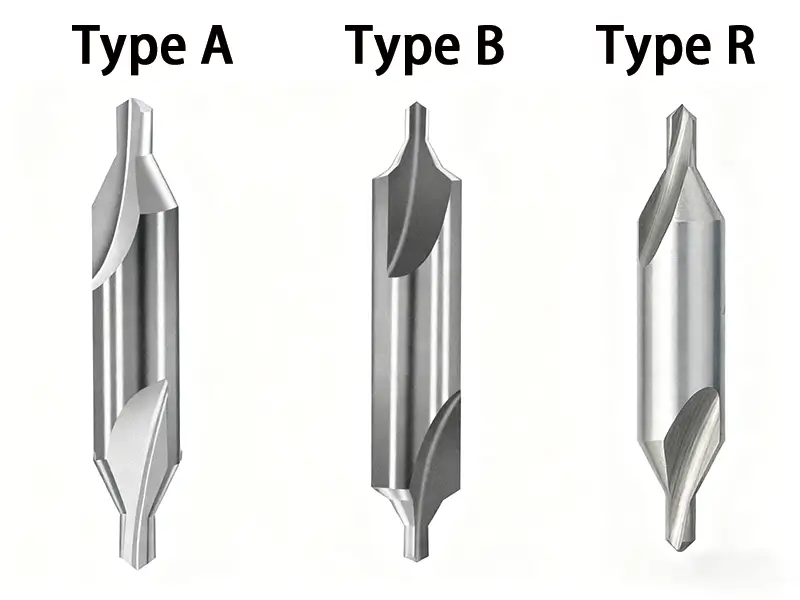
Selon la géométrie
Type A
Le type A est le type le plus basique de foret à centrer, avec un angle conique de 60°. Il suit la norme DIN 333-A. Ce type de foret à centrer est utilisé pour créer des trous centraux ou des trous de repérage dans les arbres.
Type B
Le foret à centrer de type B possède deux chanfreins pour améliorer les performances. Il est basé sur la norme DIN 333-B. Ce foret à centrer dispose d'un chanfrein de 60° et d'un chanfrein protecteur de 120°. Ce chanfrein de 120° protège le cône de 60° des dommages pendant l'application.
Type R
Comparé aux types A et B, le type R présente une géométrie très différente. Il possède un rayon au lieu d'un chanfrein. Il dispose d'une pointe pilote suivie d'une section courbée. Cette conception avancée offre plusieurs avantages en usinage.
Utilisation des forets à centrer dans l'usinage
Dans l'industrie de l'usinage, la précision est non négociable. Vous devez respecter les exigences de tolérances serrées. Et parfois, atteindre ces objectifs peut devenir difficile. Le perçage central est une petite étape qui peut vous faire gagner beaucoup de temps et éviter les reprises. Voici quelques-unes des utilisations courantes des forets à centrer dans le processus d'usinage :

Création d’un centre pour des pièces longues sur un tour
Si vous commencez directement à percer une tige longue sur un tour, elle va se plier, vibrer et vous obtiendrez une finition médiocre. Il est donc préférable d’utiliser un foret à centrer pour percer un cône de 60° aux deux extrémités. Ces trous servent de points de support. Maintenant, la pièce sera parfaitement ajustée et ne glissera ni ne se déplacera.
Perçage des trous pilotes
Les trous pilotes servent de guide pour le perçage de trous profonds. Cela empêche tout déviation de l'axe. Lorsque vous commencez le perçage avec des trous pilotes, vous obtiendrez une surface lisse et polie.
Chanfreinage
Il arrive souvent que l'usinage produise des bords tranchants sur les trous percés. Ces bords tranchants peuvent causer de nombreux problèmes lors de la manipulation des pièces, comme des coupures. Le chanfreinage consiste à créer un bord incliné autour du trou. Le chanfreinage empêche non seulement les blessures, mais assure également un assemblage fluide.
Étape par étape : comment utiliser un foret à centrer
Passons en revue les étapes pour utiliser un foret à centrer :
- La première étape consiste à choisir le bon type de foret à centrer pour votre processus. Le type correct de foret à centrer dépend du diamètre de la pièce à usiner. Mesurez le diamètre de votre pièce à l’aide d’un pied à coulisse et sélectionnez l’outil.
- L'étape suivante consiste à fixer solidement la pièce à usiner et le foret à centrer. La pièce est fixée à l'aide d'un mandrin à trois mors. Ces étapes sont très importantes pour garantir qu'il n'y ait pas de jeu pendant l'usinage.
- En fonction du matériau de la pièce à usiner et du diamètre du foret à centrer que vous utilisez, ajustez la vitesse de rotation.
- Maintenant, vous devez allumer la machine. Abaissez lentement le foret à centrer et assurez-vous qu'il touche la pièce en métal.
- Une fois le processus terminé, éteignez la broche et inspectez le trou. Votre pièce à usiner est maintenant prête.

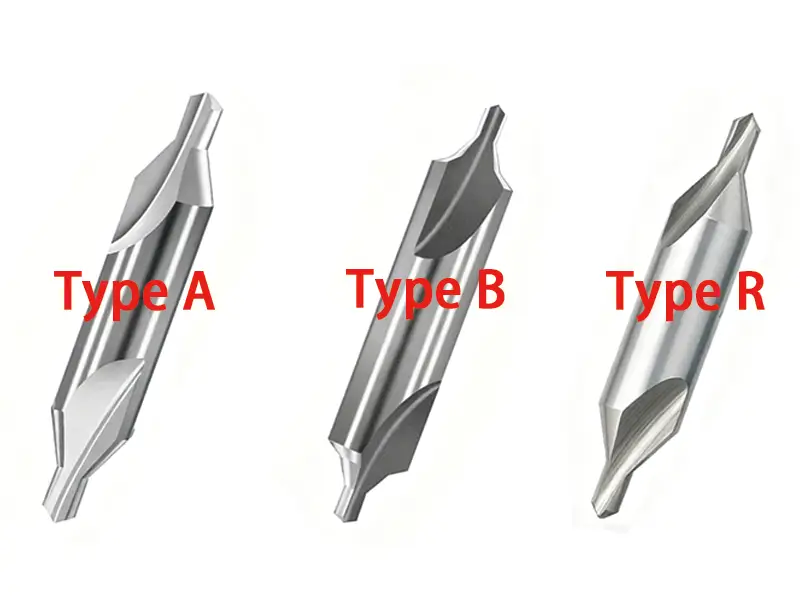
Choisir le bon type de foret à centrer
Avant de choisir le type de foret à centrer (A, B, R), tenez compte de vos besoins. Avez-vous besoin de haute précision, d'un travail de meulage intensif ou de travaux quotidiens ? Voici quand vous devriez sélectionner chaque type :
Type A
Le type A est adapté si vous effectuez des travaux généraux de tous les jours. Il est polyvalent et peut réaliser des travaux légers. Vous pouvez l'utiliser pour le repérage et le chanfreinage, mais ne l'utilisez pas pour des composants nécessitant une grande précision. Lors de travaux lourds, il peut facilement être endommagé en raison de son point central exposé.
Type B
La facette de protection du foret à centrer de type B protège son point central. Si vous avez besoin d'une protection supplémentaire pour le trou, choisissez le type B. Il est idéal pour les travaux de haute précision.
Type R
Si vous travaillez avec des matériaux durs et avez besoin de meulage intensif, dans ce cas, le type R est votre choix. Son style courbé gère mieux le stress et durera plus longtemps dans des conditions difficiles. Le type R offre la durée de vie maximale de l'outil.
Conclusion
En résumé, un foret à centrer est l'un des différents outils utilisés dans l'usinage pour percer des trous. Il existe trois types de forets à centrer utilisés pour diverses opérations. Un foret à centrer effectue essentiellement le travail de base pour des opérations complexes ultérieures. Contactez Sundi pour des outils de coupe pour PCD, PCBN et outils de coupe en carbure.





