 Aller au contenu
Aller au contenu Fraisage en avalant vs. fraisage en opposition
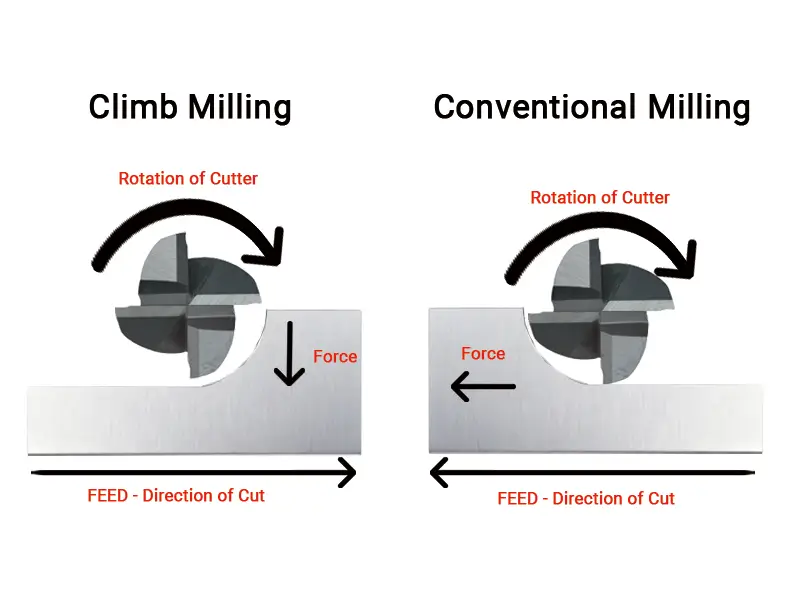
La principale différence entre le fraisage en avalant et le fraisage en opposition réside dans la rotation de la fraise. En fraisage en avalant, la fraise en carbure tourne dans le même sens que l’avance et pousse la pièce contre la table. En fraisage en opposition, la fraise tourne à l’envers du mouvement d’avance et soulève légèrement la pièce de la table.
One method saves you money, the other costs you time.
Qu’est-ce que le fraisage en avalant
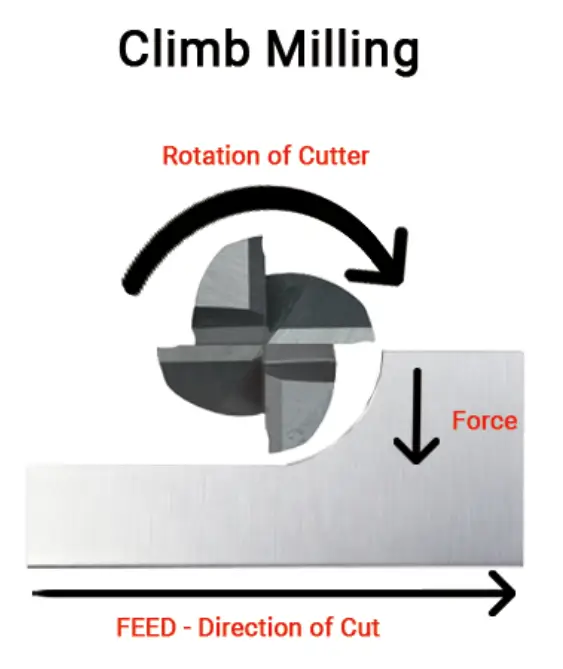
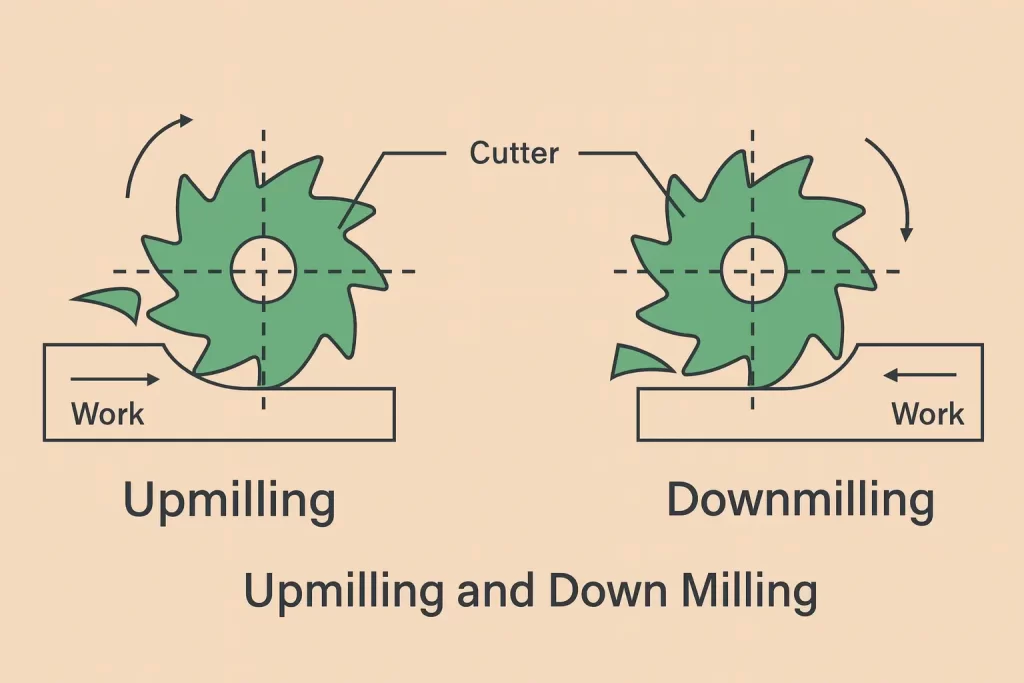
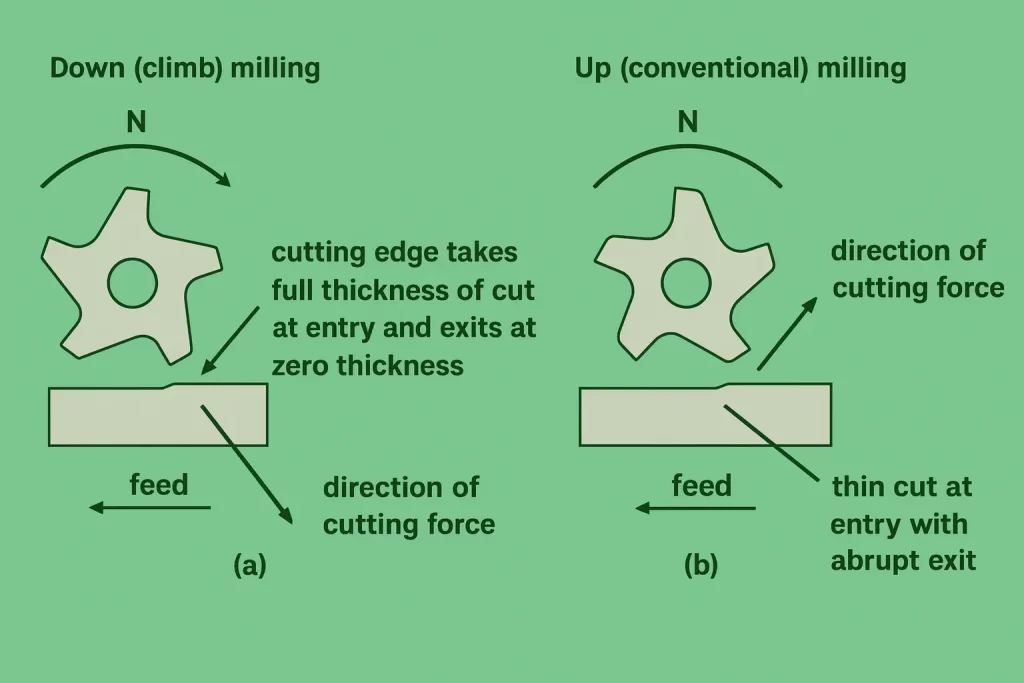
Il faut d’abord comprendre que l’outil tourne dans le même sens que l’avance. C’est ce qu’on appelle le fraisage en avalant. On le nomme aussi fraisage descendant, car la fraise descend dans le matériau. L’épaisseur du copeau commence à son maximum et diminue jusqu’à zéro. La fraise mord fortement à l’entrée et se libère proprement à la sortie. Les copeaux tombent derrière l’outil, et non devant lui.
Qu’est-ce que le fraisage en opposition
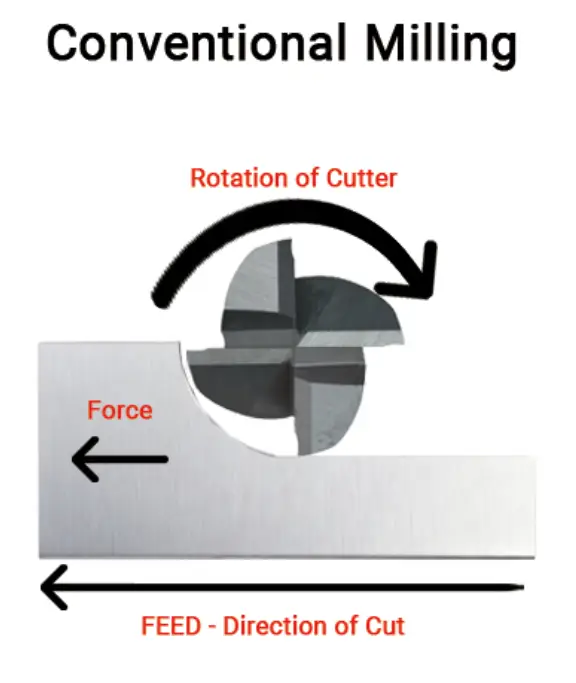
Lors du fraisage en opposition, la fraise tourne dans le sens inverse de l’avance. Elle coupe en remontant, à contre-sens du mouvement de la pièce. L’épaisseur du copeau commence à zéro et augmente jusqu’à son maximum. L’outil frotte d’abord la surface avant de couper. Les copeaux sont ensuite poussés vers l’avant dans la trajectoire de coupe.
Avantages du fraisage en avalant
Le fraisage en avalant surpasse le fraisage en opposition sur presque tous les critères techniques. Découvrez ci-dessous ses principaux avantages.
Excellente finition de surface
Le fraisage en avalant produit une surface plus lisse que le fraisage en opposition. La formation du copeau de l’épais vers le mince réduit la déflexion de l’outil à la sortie. Aucun recoupe de copeaux ne se produit, car ils sont évacués derrière la fraise. En passant le doigt sur les deux surfaces, on préfère toujours celle issue du fraisage en avalant.
Durée de vie prolongée de l’outil
Avec le fraisage en avalant, les outils durent 40 à 50 % plus longtemps. La chaleur reste dans le copeau, et non dans l’outil. Moins de friction signifie donc moins d’usure sur les arêtes de coupe. L’amincissement progressif du copeau réduit les contraintes sur l’outil pendant toute la coupe. Votre budget d’outillage vous en sera reconnaissant.
Forces de coupe réduites
Les forces descendantes générées par le fraisage en avalant stabilisent la pièce sur la table. Des dispositifs de serrage simples suffisent. De plus, moins de pression de serrage est nécessaire. La broche travaille moins, les roulements durent plus longtemps et la consommation d’énergie diminue par rapport au fraisage en opposition.
Meilleure évacuation des copeaux
Lors du fraisage en avalant, les copeaux tombent à l’extérieur de la zone de coupe. Aucun risque de recoupe des copeaux n’existe. De plus, aucun amas de copeaux ne se forme sur la surface de la pièce. Cela garantit une opération plus propre et une meilleure visibilité de la coupe. Le risque de rayer la surface finie diminue considérablement.
Moindre génération de chaleur
Comme la largeur du copeau diminue progressivement, la chaleur est évacuée avec celui-ci. La pièce reste plus froide. Les matériaux sensibles à la température s’usinant mieux en fraisage en avalant. La dilatation thermique reste minimale et les tolérances sont plus précises.
Inconvénients du fraisage en avalant
Le fraisage en avalant exige une machine rigide et un réglage précis. Si la configuration est incorrecte, les problèmes surviennent très rapidement.
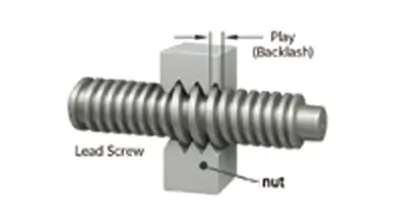
Problèmes de jeu mécanique
La force de traction du fraisage en avalant met en évidence tout jeu existant dans la machine. Le jeu de la vis-mère est amplifié, et la fraise peut tirer la table, provoquant des situations dangereuses. Les anciennes fraiseuses manuelles présentent presque toujours des problèmes de jeu. Il est donc essentiel de vérifier ce paramètre avant d’utiliser le fraisage en avalant.
Exigences de stabilité de la pièce
Lors du fraisage en avalant, la fraise tire la pièce vers l’outil. Cependant, un serrage insuffisant peut entraîner un déplacement de la pièce pendant la coupe. Tout mouvement pendant l’usinage équivaut à une pièce rebutée. Il faut donc un dispositif de serrage solide ; une fixation légère ne suffit pas.
Impact initial de l’outil
L’épaisseur maximale du copeau à l’entrée génère des forces de coupe initiales élevées. Cela surcharge les machines moins rigides. En cas de mauvais réglage, le risque de casse d’outil augmente. Cette méthode n’est pas idéale pour les coupes interrompues ou les surfaces rugueuses.
Avantages du fraisage en opposition
Le fraisage en opposition se distingue là où le fraisage en avalant montre ses limites. Il convient mieux aux machines anciennes, aux matériaux durs ou aux montages moins rigides.
Aucun problème de jeu mécanique
Le fraisage en opposition élimine les problèmes liés au jeu mécanique. La force de coupe s’oppose au mouvement de la table plutôt que de l’accompagner. Cette méthode est sûre pour les machines anciennes dotées de vis-mères usées. Les fraiseuses manuelles privilégient ce procédé pour cette raison.
Mieux adapté aux matériaux durs
La formation progressive du copeau permet de mieux usiner les matériaux durs. La fonte, l’acier trempé et les matériaux présentant une couche d’oxyde en surface en tirent avantage. L’engagement du copeau de mince à épais évite les chocs sur l’outil. La fraise n’est pas soumise à un impact brutal à l’entrée.
Meilleur contrôle
Lors du fraisage en opposition, l’outil se dévie loin de la pièce. Les coupes trop profondes deviennent donc moins probables. Ce procédé tolère mieux les erreurs de réglage. Il est idéal pour les opérations d’ébauche où la précision est moins critique.
Stable sur les machines légères
Les machines d’atelier et les montages légers gèrent mieux le fraisage en opposition. Ce procédé réduit les vibrations et assure un comportement plus prévisible. Les clones de Bridgeport préfèrent ce type de fraisage. Les machines CNC modernes, en revanche, y sont moins sensibles.
Inconvénients du fraisage en opposition
Le fraisage en opposition réduit la durée de vie de l’outil et la qualité de finition. Il faut accepter ces compromis lorsque la situation l’exige.
Usure excessive de l’outil
Le frottement avant la coupe génère une chaleur importante. Cette chaleur se transfère dans l’outil au lieu d’être évacuée avec le copeau. Les arêtes de coupe s’émoussent plus rapidement et nécessitent un remplacement fréquent. La friction provoque une usure prématurée et augmente les coûts d’outillage.
Mauvaise finition de surface
La déflexion de l’outil et de la pièce provoque une surface plus rugueuse. Les copeaux peuvent être recoupés lorsqu’ils sont poussés vers l’avant. La qualité de surface est donc inférieure à celle du fraisage en avalant. Les passes de finition en fraisage en opposition nécessitent un travail supplémentaire après usinage.
Écrouissage du matériau
Le frottement avant la coupe provoque un écrouissage de la surface du matériau. Chaque passe rend la suivante plus difficile à usiner. Les aciers inoxydables et les alliages de nickel réagissent particulièrement mal au fraisage en opposition. À chaque coupe, vous luttez contre votre propre outil.
Forces de coupe plus élevées
Les forces dirigées vers le haut nécessitent un serrage plus robuste. Cela implique davantage de pression de serrage et des dispositifs de fixation plus complexes. Le risque de soulèvement de la pièce pendant la coupe augmente, tout comme le temps de préparation.
Différences majeures entre le fraisage en avalant et le fraisage en opposition
Le sens de coupe change tout : la formation du copeau, les forces, la finition de surface et la durée de vie de l’outil.
Schéma de formation du copeau
En fraisage en avalant, le copeau se forme du plus épais au plus fin. En fraisage en opposition, il se forme du plus fin au plus épais. Cette seule différence influence toutes les autres caractéristiques. L’emplacement de l’épaisseur maximale du copeau détermine le flux de chaleur, la direction des forces et la qualité de la surface.
Direction des forces de coupe
En fraisage en avalant, les forces sont dirigées vers le bas, stabilisant la pièce. En fraisage en opposition, les forces vont vers le haut et soulèvent la pièce. Le design du dispositif de serrage dépend entièrement de cette direction. Il est donc essentiel de planifier votre usinage en conséquence.
Mécanique d’engagement de l’outil
En fraisage en avalant, l’outil pénètre dans la matière à engagement maximal et sort proprement. En fraisage en opposition, il frotte d’abord avant de couper, augmentant progressivement jusqu’au maximum. Le choix entre un choc initial et une montée progressive dépend de la dureté du matériau et de la rigidité de la machine.
Quels facteurs faut-il prendre en compte pour choisir entre le fraisage en avalant et le fraisage en opposition
La première décision dépend de votre machine. Ensuite vient le matériau. Enfin, les exigences de finition ont leur importance.
Capacités de la machine-outil
Commencez par vérifier s’il y a du jeu. Bougez la table à la main : si elle bouge, utilisez le fraisage en opposition. Vous avez une CNC moderne avec vis à billes ? Préférez alors le fraisage en avalant. Fraiseuse manuelle ? Probablement en opposition, sauf si vous disposez de compensateurs de jeu.
Propriétés du matériau
Matériaux tendres ? Préférez le fraisage en avalant. Matériaux durs ? Choisissez le fraisage en opposition. Matériaux avec calamine ou surface rugueuse ? Utilisez le fraisage en opposition pour la première passe, puis le fraisage en avalant pour la finition. Matériaux sensibles à la chaleur ? Le fraisage en avalant réduit la génération thermique.
Exigences de finition de surface
Besoin d’une finition miroir ? Utilisez uniquement le fraisage en avalant. Une coupe grossière pour la préparation de soudure ? Le fraisage en opposition convient parfaitement. Les passes de finition bénéficient toujours du fraisage en avalant, si votre machine le permet.
Stabilité de la pièce
Les pièces légères profitent des forces descendantes du fraisage en avalant. Les pièces lourdes supportent bien les forces ascendantes du fraisage en opposition. Les parois minces se déforment moins avec le fraisage en avalant, tandis que les pièces moulées rigides tolèrent le fraisage en opposition.
Profondeur et largeur de coupe
Lorsque la coupe atteint la moitié du diamètre de la fraise ou moins, le fraisage en avalant donne de meilleurs résultats. Pour un rainurage complet, les deux méthodes fonctionnent de manière similaire. Les passes légères de finition révèlent la plus grande différence entre les deux techniques.
Quand utiliser le fraisage en avalant
Utilisez le fraisage en avalant sur les machines modernes avec un montage rigide. Ensuite, pour les opérations de finition. Troisièmement, pour l’aluminium et les matériaux tendres. Utilisez-le aussi chaque fois que la qualité de surface est essentielle. De plus, il convient parfaitement aux productions en série où la durée de vie de l’outil influence les coûts. Enfin, employez-le sur les CNC dotées d’une compensation du jeu mécanique.
Quand utiliser le fraisage en opposition
Privilégiez le fraisage en opposition sur les machines présentant du jeu. Aussi, pour les opérations manuelles. Puis, pour les matériaux durs avec calamine. Utilisez-le pour les premières passes sur des pièces moulées brutes.
Employez-le également lorsque la rigidité du montage est insuffisante ou pour les coupes interrompues sur des matériaux tenaces. Enfin, utilisez-le sur les machines anciennes dépourvues de système de compensation du jeu.
Bonnes pratiques pour le fraisage en avalant et en opposition
Commencez par tester votre machine. Réalisez des coupes d’essai dans les deux sens. Mesurez la qualité de la surface. Vérifiez l’usure de l’outil après environ 20 pièces. Votre machine vous dira ce qui fonctionne le mieux. Écoutez-la.
Utilisez des outils tranchants, quel que soit le mode de fraisage. Des outils émoussés amplifient tous les problèmes. Surveillez le bruit de coupe : un changement de ton indique une modification des conditions. Arrêtez-vous et vérifiez.
Fixez votre pièce plus solidement que vous ne le pensez nécessaire. Le fraisage en avalant tire, le fraisage en opposition soulève. Dans les deux cas, tout mouvement signifie rebut.
Appliquez correctement le fluide de coupe CNC. En fraisage en avalant, il sert à évacuer la chaleur. En fraisage en opposition, il réduit la friction. N’omettez pas le fluide de coupe sous prétexte de gagner du temps.
Conclusion
Le fraisage en avalant est techniquement supérieur au fraisage en opposition. Il offre une meilleure finition, une durée de vie d’outil plus longue et une génération de chaleur réduite. Cependant, le jeu mécanique annule immédiatement ces avantages. Les machines modernes préfèrent le fraisage en avalant, tandis que les anciennes exigent le fraisage en opposition. Testez les deux méthodes sur votre machine — les résultats comptent plus que la théorie.





