 Перейти к содержимому
Перейти к содержимому Утончение заготовки при фрезеровании: как скорректировать подачу при радиальном зацеплении
При фрезеровании с уменьшением толщины стружки уменьшение радиального зацепления может привести к тому, что стружка, удаляемая режущей кромкой, окажется тоньше, чем предполагает запрограммированная подача на зуб. Это звучит безобидно, но кромка, которой приходится снимать слишком мало материала, может тратить больше времени на трение, выделяя тепло и изнашиваясь, вместо того чтобы чистым резом удалять материал. Решением проблемы не является просто “всегда увеличивать подачу”. Необходимо определить, включено ли радиальное утончение стружки, рассчитать на основе целевой максимальной толщины стружки для конкретного инструмента и проверить результат в реальных условиях работы станка.
Сначала определите, применимо ли радиальное прореживание стружки
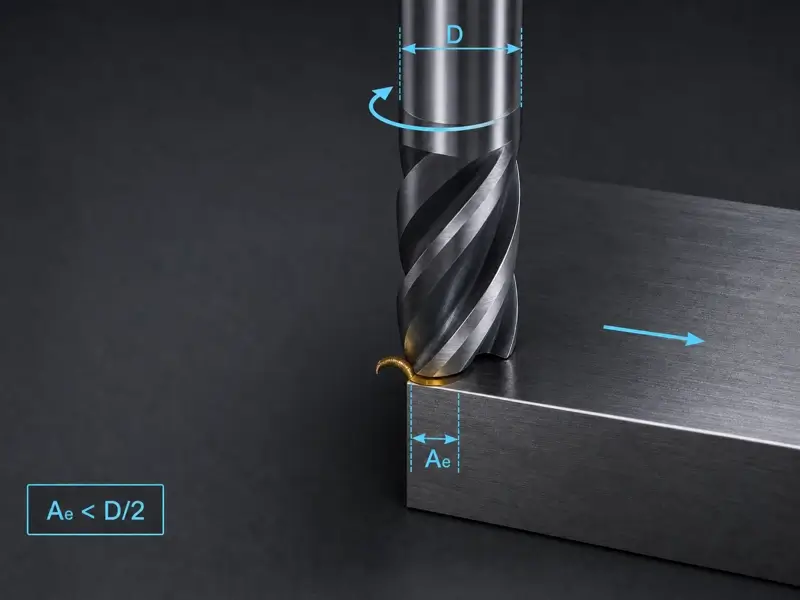
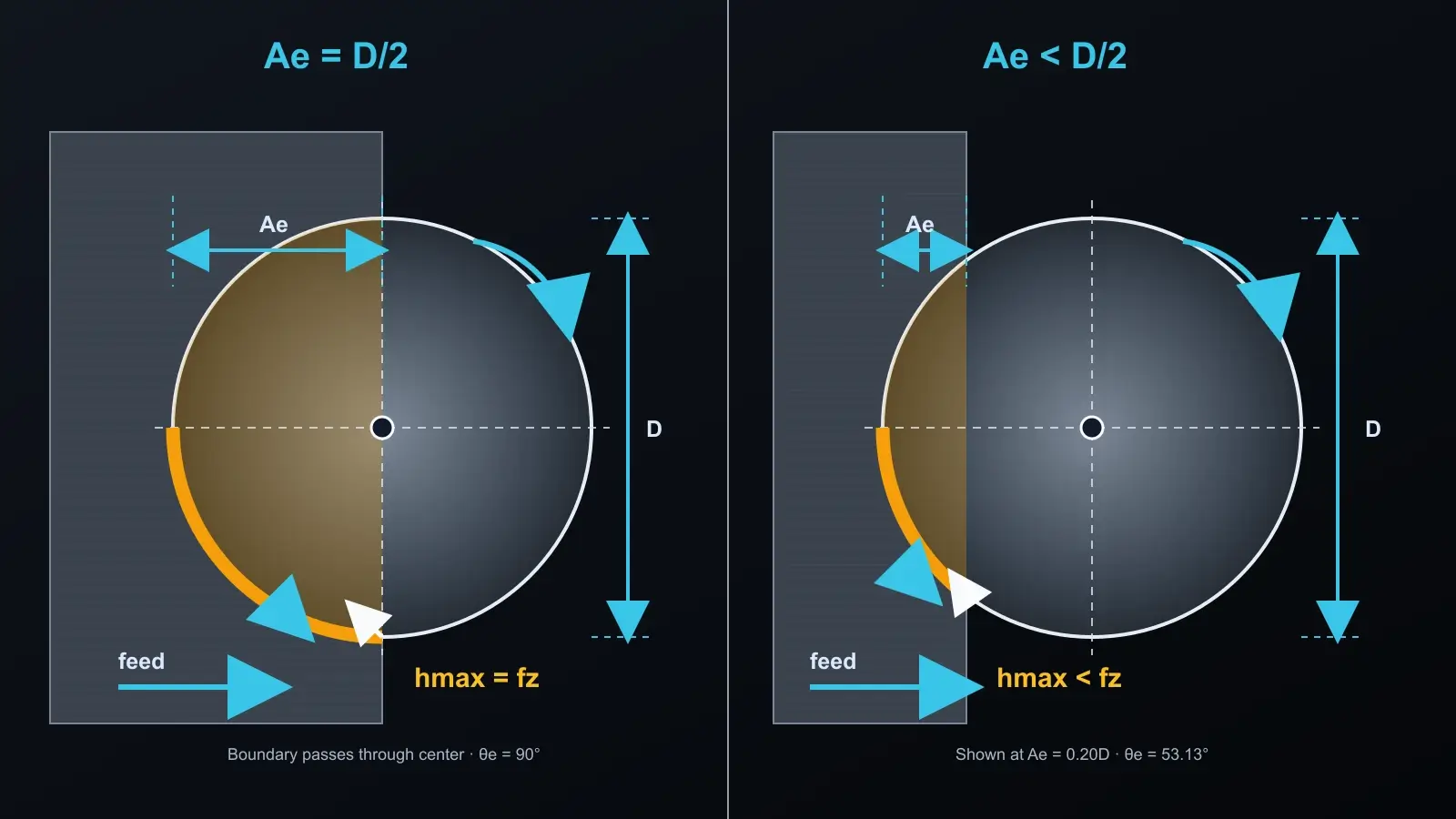
Для 90-градусная концевая фреза с квадратным углом При прямолинейном движении актуальным становится радиальное уменьшение объема стружки, когда радиальная глубина резания, обычно обозначаемая как Ae, меньше радиуса режущего инструмента. При зацеплении на половине диаметра зуб достигает оси режущего инструмента и по-прежнему может формировать стружку, максимальная толщина которой равна запрограммированной подаче на зуб. При зацеплении, меньшем этой величины, зуб выходит из зоны резания, не достигнув геометрического положения, при котором была бы сформирована полная запрограммированная толщина стружки.
Это различие имеет значение, поскольку CAM обычно запрашивает подачу на зуб, тогда как режущая кромка реагирует на фактическую толщину стружки. Когда Ae находится ниже радиуса, эти значения больше не равны.
Не следует применять это правило, касающееся инструментов с прямой кромкой, ко всем операциям фрезерования. Инструменты с шаровидной головкой, круглые пластины, фасковые фрезы и геометрии с высокой скоростью подачи также создают эффект утоньшения стружки, но их угол подхода или изогнутая режущая кромка изменяют расчеты. Для них требуются данные, специфичные для конкретной геометрии. В данной статье рассматривается радиальное утоньшение стружки для периферийной фрезы с углом резания 90 градусов.
Соберите входные данные, которые действительно определяют ответ
Полезный ответ начинается с указания целевой нагрузки на чип, рекомендованной именно для данного инструмента и обрабатываемого материала. Общая таблица или коэффициент, скопированный из другой траектории инструмента, не позволяют определить эту целевую нагрузку.
| Символ или значение | Значение | Источник |
|---|---|---|
| D | Эффективный диаметр реза | Чертеж инструмента или техническое описание |
| Ae | Запрограммированная радиальная глубина резания | Траектория инструмента CAM |
| Cl | Целевая максимальная толщина чипа | Данные по применению для конкретного инструмента и обрабатываемого материала |
| z | Фактическое количество зубов | Технические характеристики инструмента |
| n | Заданная частота вращения шпинделя | Расчет скорости и предельные параметры станка |
| Тип пути | Прямая, внутренняя дуга или внешняя дуга | Геометрия CAM |
Если вы пока только выбираете инструмент, а не рассчитываете конкретный рез, то Коллекция твердосплавных концевых фрез предназначена для сравнения доступных семейств режущих инструментов. Она не является доказательством того, что конкретный инструмент или параметр подходит для данной задачи; перед использованием необходимо проверить данные по каждому отдельному инструменту.
Используйте эффективный диаметр резания, указанный в выбранном методе расчета, а не диаметр хвостовика, определяемый автоматически. Также указывайте единицы измерения. Смешивание данных о нагрузке на режущую кромку, выраженных в миллиметрах, с данными в дюймах приводит к получению на первый взгляд правильного, но бессмысленного результата.
Рассчитывайте исходя из заданной толщины чипа, а не из запомненного множителя
Расчет следует проводить, начиная с толщины заготовки, до которой должен доходить резец, и заканчивая значением подачи, которое необходимо задать в системе управления.
Сначала убедитесь, что Ae приводится ниже D/2. Если это не так, то для описанного здесь случая прямой линии под углом 90 градусов компенсация радиального утоньшения стружки не требуется.
Во-вторых, введите D, Ae и введите выбранную целевую нагрузку на режущую кромку в калькулятор или набор формул, которые явно учитывают радиальное утоньшение стружки. Такие инструменты выдают либо коэффициент радиального утоньшения стружки, либо скорректированную подачу на зуб. Пересчитывайте значения при каждом изменении условия зацепления; в общепринятых рекомендациях по использованию калькуляторов этот коэффициент определяется через взаимосвязь между нагрузкой на режущую кромку, подачей на зуб, диаметром и радиальной глубиной резания. Справочную информацию по рабочей ширине резания см. в Руководство DAPRA по радиальному прореживанию стружки; рассматривайте его коэффициенты как ориентиры в геометрии, а не как замену точных данных об инструменте.
В-третьих, преобразуйте скорректированную подачу на зуб в табличную подачу:
Питание стола = скорректированное питание на зуб × эффективное количество зубьев × частота вращения шпинделя
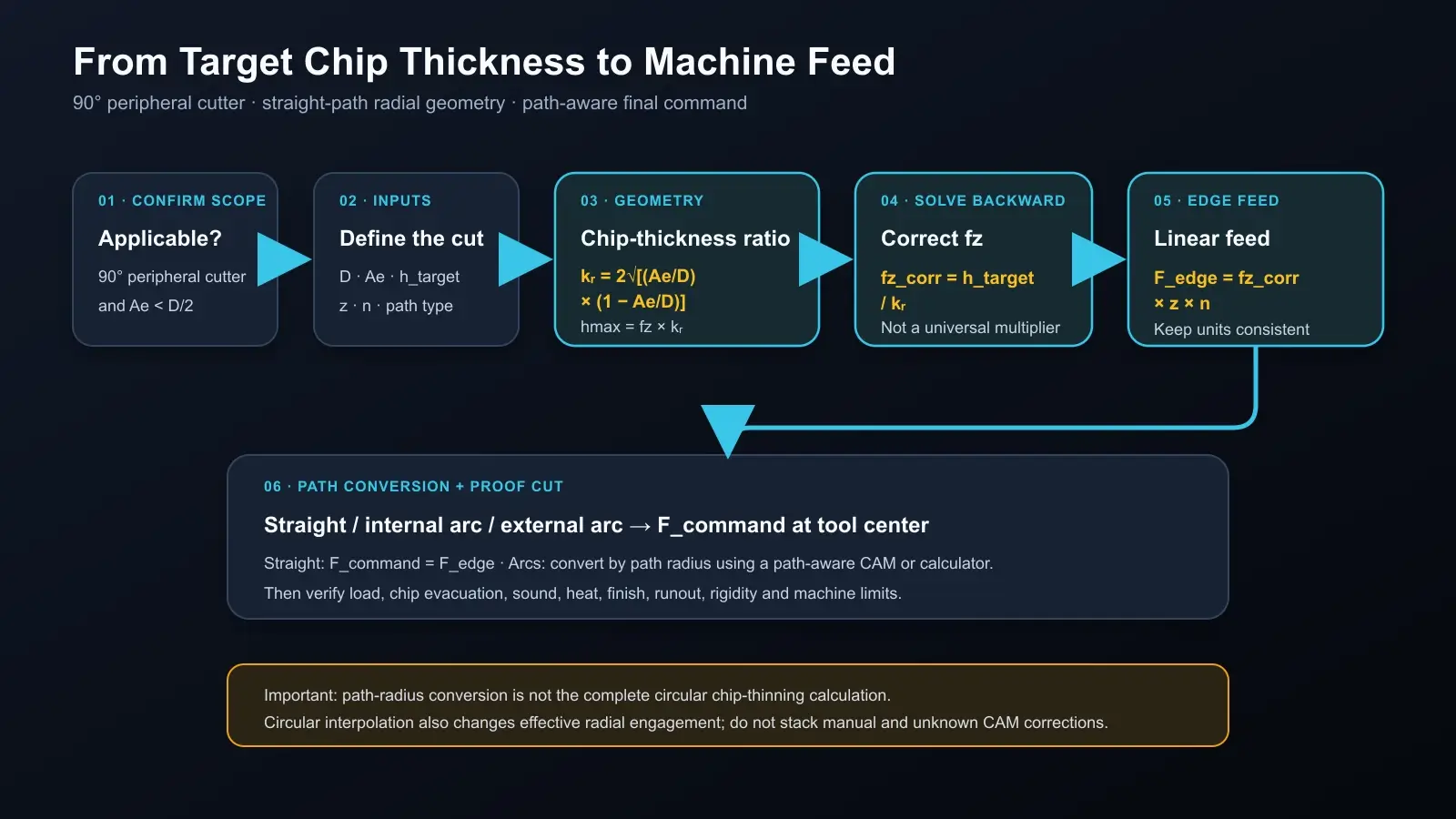
Не смешивайте эти понятия. Целевая толщина стружки — это желаемая максимальная толщина стружки на кромке. Корректированная подача на зуб — это более значительное запрограммированное продвижение зуба, необходимое при данной геометрии для получения этой целевой толщины. Подача по столу — это результирующая линейная команда станка.
Именно поэтому таблица поставщика может быть полезной, хотя и не является универсальной. Она может указывать геометрический коэффициент для заданного соотношения ширины резания, но не позволяет выбрать целевую нагрузку на режущую кромку, не подтверждает геометрию инструмента, не учитывает биение и не гарантирует, что станок сможет выполнить полученные расчеты.
Рассматривайте дуги как задачи прокладки траектории, а не как прямые разрезы
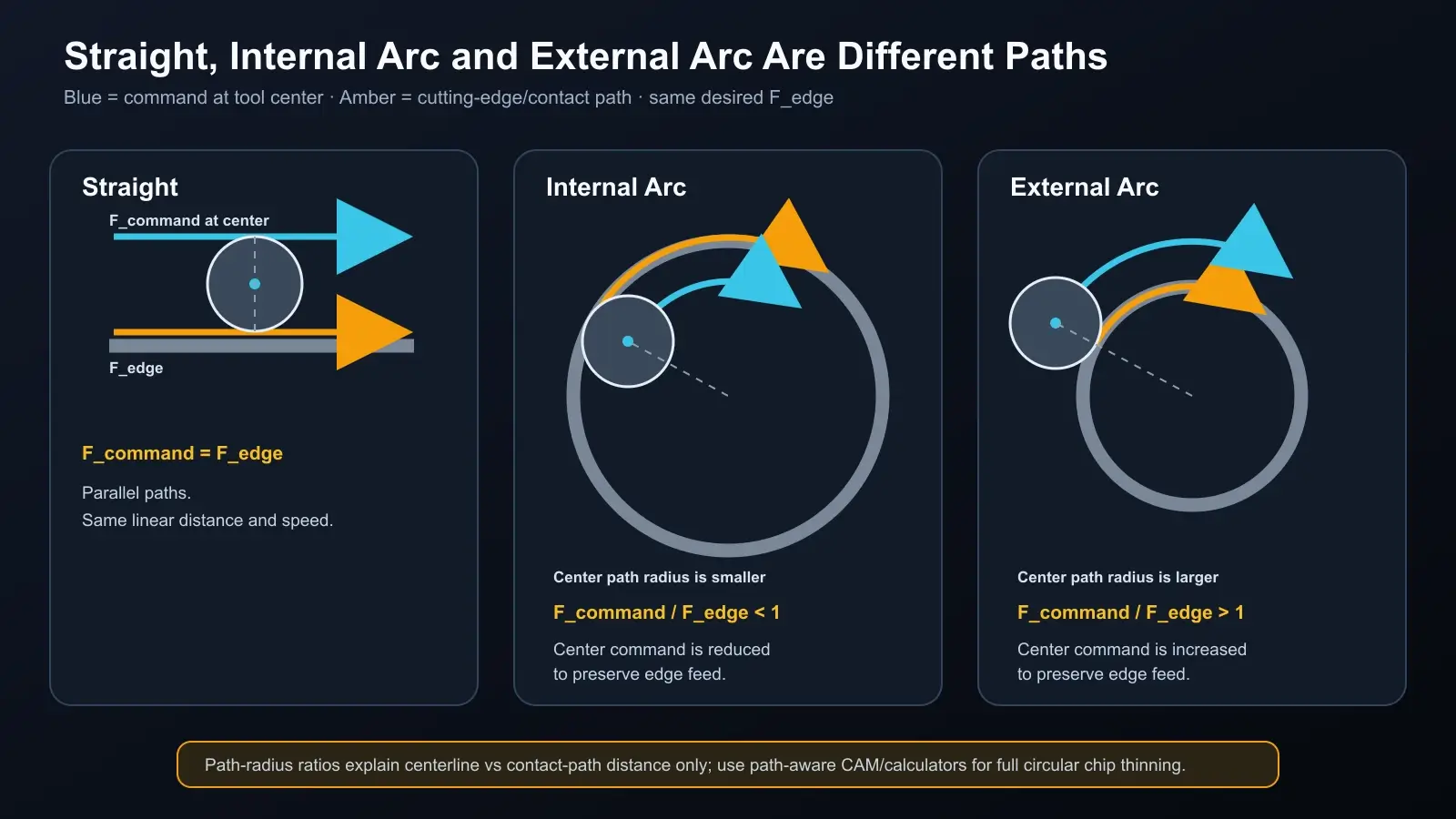
Круговая интерполяция добавляет ещё один уровень сложности. Согласно общепринятым рекомендациям по использованию калькуляторов, прямые перемещения следует рассматривать отдельно от внутренней и внешней круговой интерполяции, а не объединять их в один случай. Поэтому одного только коэффициента радиального уменьшения для прямолинейного перемещения недостаточно для полного расчёта подачи при движении по дуге.
Используйте калькулятор или функцию CAM, которая явно различает прямую, внутреннюю круговую и внешнюю круговую интерполяцию. Введите соответствующие диаметры режущего инструмента и траектории в требуемых единицах измерения и проверьте, относится ли возвращаемое значение к центру инструмента или к режущей кромке. Например, в официальной документации к калькулятору Iscar эти типы траекторий разграничиваются, а не рассматриваются как прямые.
Если в программном обеспечении не указано, как осуществляется коррекция дуговой подачи, не следует накладывать ручной радиальный множитель на неизвестную автоматическую коррекцию. Сначала определите, к какому уровню относится каждая настройка.
Проверить исправность оборудования
Рассматривайте рассчитанную подачу как ориентир для начала работы.
Для начала проверьте состояние держателя, вылет, закрепление заготовки и пространство для удаления стружки. Корректировка толщины стружки не устраняет нестабильность настройки. Затем убедитесь, что скорость вращения шпинделя, заданная подача и мощность находятся в пределах технических возможностей станка.
Выполните первый проход с запланированным радиальным зазором и обоснованной осевой глубиной резания в соответствии с теми же технологическими данными. Обратите внимание на формирование стружки, звук, нагрузку на шпиндель, нагрев, качество поверхности, а также на то, не происходит ли повторного резания стружки. Желательными признаками являются стабильный звук резания, повторяющаяся нагрузка и хорошо сформированная стружка, удаляющаяся из зоны резания — а не просто более высокая скорость подачи.
Остановите обработку, если нагрузка резко возрастает, стружка скапливается, инструмент начинает прогибаться, появляется вибрация или на кромке наблюдается перегрев. Перед изменением программы проведите диагностику. Если вы изменяете частоту вращения, помните, что подача по столу должна изменяться соответственно, чтобы сохранить расчетную подачу на зуб. Если вы изменяете Ae, пересчитайте коэффициент разрежения, так как изменилась геометрия.
Изменяйте по одной переменной за раз и фиксируйте результат. В противном случае даже удачная резка не позволит определить, какая именно поправка сработала, а неудачная резка — какое предположение оказалось неверным.
Запись не должна быть слишком подробной. Укажите идентификатор инструмента, эффективный диаметр, Ae, целевую нагрузку на режущий зуб, расчетную подачу на зуб, число оборотов в минуту, подачу по столу и тип траектории рядом с полученным результатом. Это позволяет сохранить условия, лежащие в основе настройки, и обеспечить отслеживаемость последующих корректировок, вместо того чтобы превращать одну удачную операцию резания в необоснованное правило, действующее на всем производстве.
Распространенные ошибки, которые делают компенсацию небезопасной
Первая ошибка заключается в том, что множитель копируется только потому, что ширина реза “выглядит примерно такой же”. Этот коэффициент зависит от соотношения зацепления к эффективному диаметру, а требуемая нагрузка на стружку по-прежнему зависит от инструмента и материала.
Второй ошибкой является путаница между низкой подачей и низким режущим усилием. Как только толщина стружки опускается ниже полезного диапазона резания, трение и нагрев могут усилиться, даже если запрограммированное значение кажется достаточно осторожным.
Третий способ заключается в сочетании радиальной компенсации с расчетом для инструментов с шаровидной вершиной или с высокой скоростью подачи. При использовании таких инструментов необходимо учитывать влияние угла подхода; умножение двух несвязанных между собой факторов может привести к перегрузке режущей кромки.
Четвертая ошибка заключается в игнорировании геометрии траектории. При прямолинейном перемещении, внутренней дуге кармана и внешнем контуре режущая кромка не находится на одном и том же радиусе траектории.
Пятый — это принятие результатов расчётов без проверки настроек. Расчёты определяют желаемое состояние стружки; пробная резка позволяет установить, способен ли реальный технологический процесс обеспечить стабильную резку, формирование стружки и воспроизводимую нагрузку.
Заключение
Радиальное уменьшение толщины стружки — это, в первую очередь, проблема геометрии, а уже потом — проблема подачи. Убедитесь, что периферийный резец с углом 90 градусов работает при задении менее половины диаметра, используйте указанную в документации целевую максимальную толщину стружки, рассчитайте скорректированную подачу на зуб на основе фактических данных D и Ae, преобразовать его в табличный режим подачи и использовать логику с учетом траектории для дуг. Затем проверить результат на станке. Надежность множителя зависит от качества геометрии, данных об инструменте и контрольного прореза, лежащих в его основе.





