 Saltar para o conteúdo
Saltar para o conteúdo Redução da espessura da lasca na fresagem: como corrigir o avanço para o contacto radial
Na fresagem com redução da espessura da lasca, a diminuição do engate radial pode fazer com que a lasca visível na aresta de corte seja mais fina do que a avanço programado por dente sugere. Isso pode parecer inofensivo, mas uma aresta que tem de retirar muito pouco material pode passar mais tempo a roçar, gerando calor e desgaste, em vez de cortar de forma limpa. A correção não consiste em “avançar sempre mais depressa”. Consiste em determinar se o afinamento radial da limalha está ativo, calcular a partir da espessura máxima alvo da limalha para a ferramenta específica e verificar o resultado nas condições reais da máquina.
Primeiro, decida se o desbaste radial é adequado
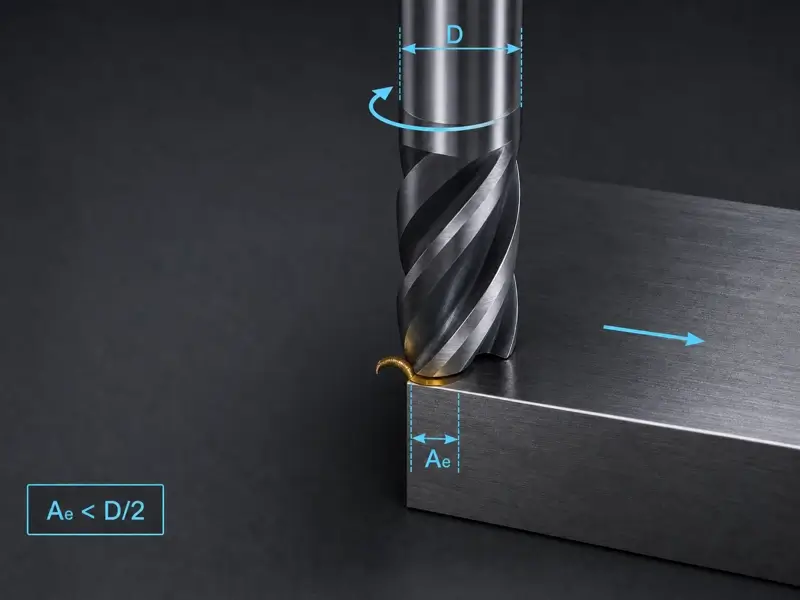
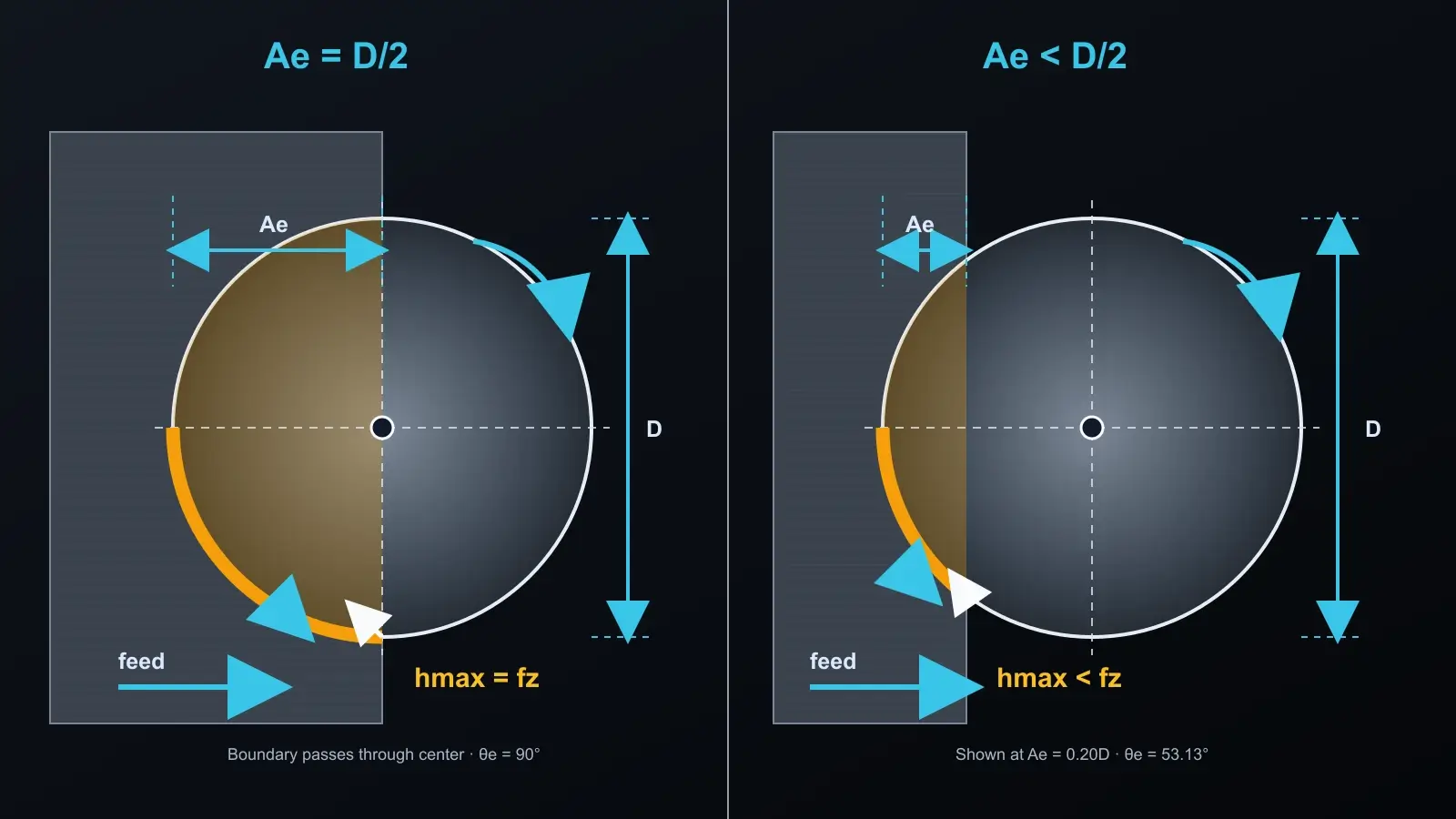
Para um Fresa de ponta quadrada de 90 graus Num percurso reto, o afinamento radial da lasca torna-se relevante quando a profundidade de corte radial, normalmente expressa como Ae, é inferior ao raio da fresa. Com um engate de meio diâmetro, o dente atinge a linha central da fresa e ainda consegue formar uma limalha cuja espessura máxima é igual ao avanço programado por dente. Abaixo desse engate, o dente sai do corte antes de atingir a posição geométrica que produziria a espessura total programada.
Essa distinção é importante porque o CAM normalmente solicita o avanço por dente, enquanto a aresta de corte responde à espessura real da limalha. Quando Ae se estiver abaixo do raio, esses valores já não são iguais.
Não aplique esta regra da fresa de corte reto a todas as operações de fresagem. As ferramentas de ponta esférica, as pastilhas redondas, as fresas de chanfro e as geometrias de alto avanço também criam efeitos de afinamento de limalha, mas o seu ângulo de aproximação ou a sua aresta de corte curva alteram o cálculo. Estas requerem dados específicos da geometria. Este artigo centra-se no afinamento radial da limalha para uma fresa periférica de 90 graus.
Recolha os dados de entrada que realmente determinam a resposta
Uma resposta útil começa por indicar a carga nominal do chip recomendada para a ferramenta e o material de trabalho específicos. Um gráfico genérico ou um multiplicador copiado de outro percurso de ferramenta não define esse valor-alvo.
| Símbolo ou valor | Significado | Fonte |
|---|---|---|
| D | Diâmetro efetivo de corte | Desenho da ferramenta ou ficha técnica |
| Ae | Profundidade de corte radial programada | Trajetória da ferramenta CAM |
| Cl | Espessura máxima pretendida da lasca | Dados de aplicação relativos à ferramenta e ao material de trabalho específicos |
| z | Número efetivo de dentes | Especificações da ferramenta |
| n | Velocidade programada do fuso | Cálculo da velocidade e limite da máquina |
| Tipo de caminho | Reta, arco interno ou arco externo | Geometria da CAM |
Se ainda estiver a selecionar a ferramenta, em vez de calcular um corte específico, o coleção de fresas de ponta de metal duro maciço É um ponto de referência para comparar as famílias de fresas disponíveis. Não constitui prova de que uma determinada ferramenta ou parâmetro seja adequado para o trabalho; confirme os dados específicos da ferramenta antes de a utilizar.
Utilize o diâmetro de corte efetivo indicado pelo método de cálculo selecionado, e não automaticamente o diâmetro da haste. Indique também as unidades. Misturar milímetros com dados de carga de cavacos expressos em polegadas produz um resultado que parece correto, mas que não tem qualquer significado.
Calcular com base na espessura pretendida da pastilha, e não a partir de um multiplicador memorizado
O cálculo deve partir da espessura da lasca que a aresta deve remover e remontar até ao comando de avanço que o sistema de controlo necessita.
Em primeiro lugar, certifique-se de que Ae está abaixo D/2. Caso contrário, não é necessária uma compensação pelo afinamento radial da lasca no caso da linha reta a 90 graus aqui descrito.
Em segundo lugar, introduza D, Ae e introduza a carga de cavaco selecionada numa calculadora ou num conjunto de fórmulas que trate explicitamente do afinamento radial do cavaco. Essas ferramentas fornecem um fator de afinamento radial do cavaco ou o avanço corrigido por dente. Recalcule sempre que o engate se alterar; as orientações aceites para a utilização da calculadora definem o fator através da relação entre a carga de cavaco, o avanço por dente, o diâmetro e a profundidade radial. Para uma referência à largura de corte efetiva, consulte Guia de desbaste radial da DAPRA; considere os seus multiplicadores como referências geométricas, e não como um substituto dos dados exatos da ferramenta.
Em terceiro lugar, converter o avanço corrigido por dente em avanço de mesa:
Avanço da mesa = avanço corrigido por dente × número efetivo de dentes × velocidade do fuso
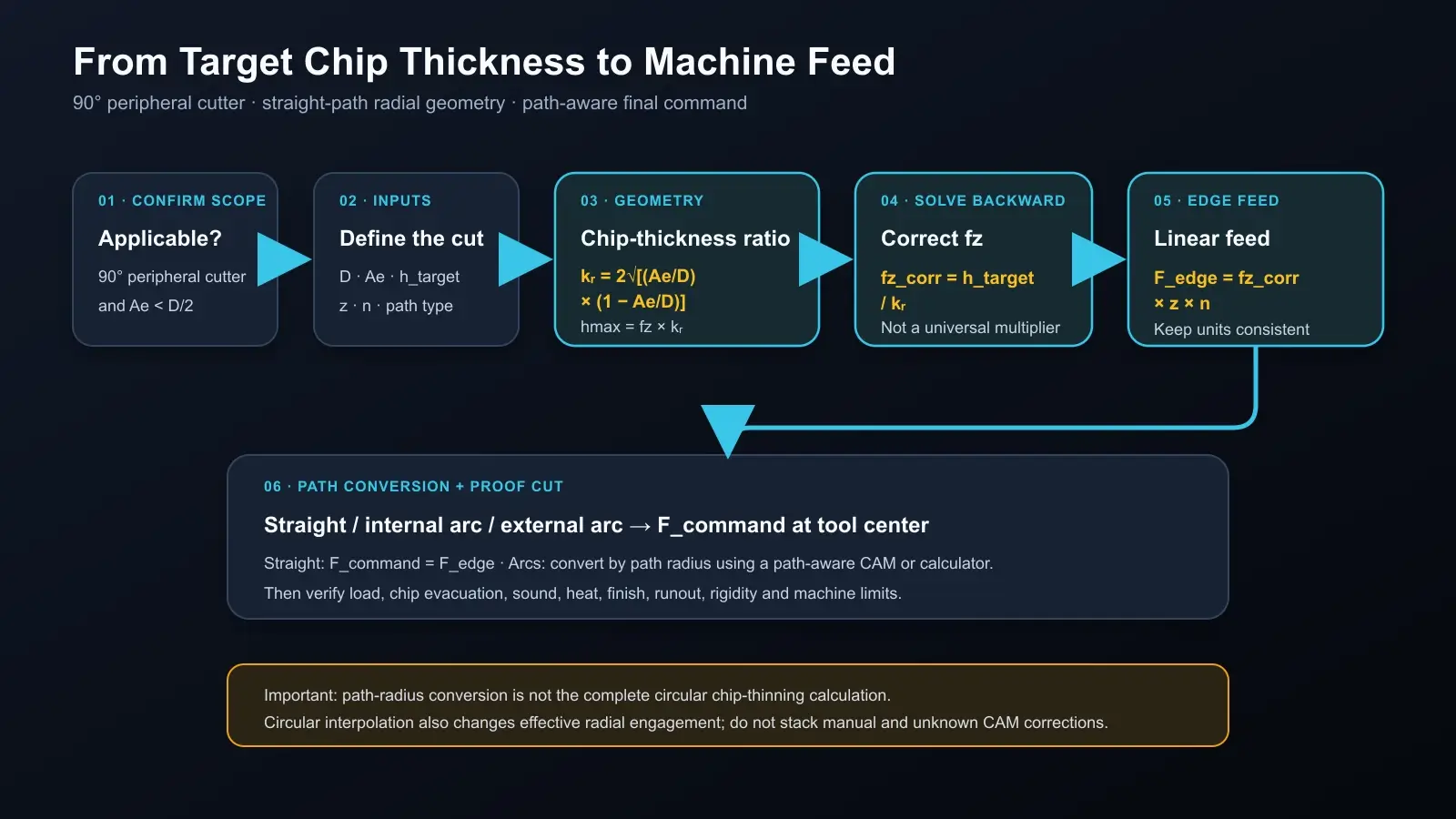
Mantenha as funções separadas. A espessura nominal da limalha é a espessura máxima desejada da limalha na aresta. O avanço corrigido por dente é o avanço por dente programado mais elevado necessário, nesta geometria, para obter essa espessura nominal. O avanço da mesa é o comando linear resultante da máquina.
É por isso que um gráfico do fornecedor pode ser útil, sem ser, no entanto, universal. Pode indicar o fator geométrico para uma relação de largura de corte definida, mas não determina a carga de cavaco pretendida, não comprova a geometria da ferramenta, não tem em conta o desvio radial nem garante que a máquina consiga executar o resultado.
Trate os arcos como problemas de trajetória, e não como cortes em linha reta
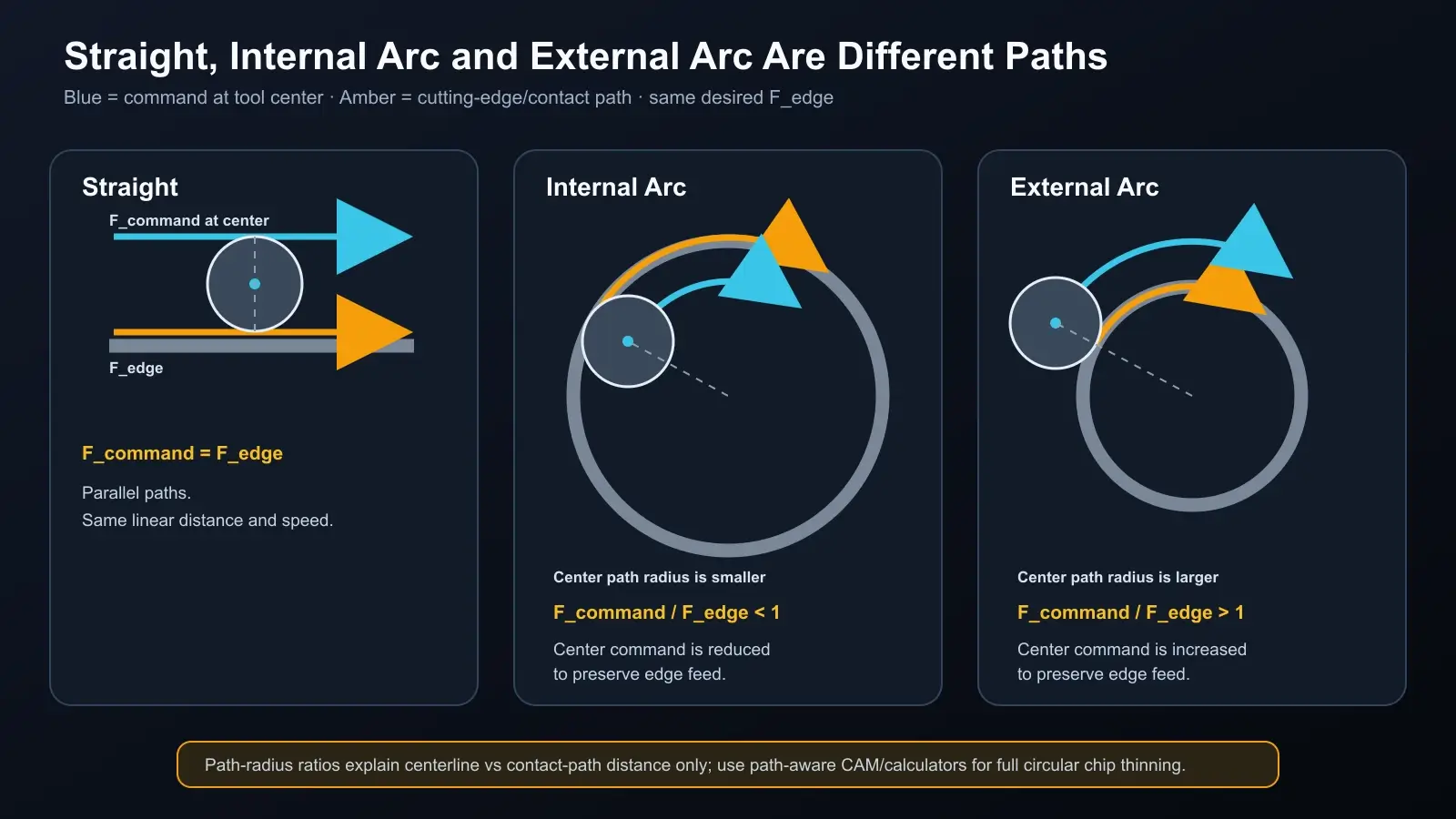
A interpolação circular acrescenta mais uma dimensão. As orientações aceites para o uso de calculadoras distinguem os movimentos em linha reta da interpolação circular interna e externa, em vez de os tratarem como um único caso. Por conseguinte, um fator de redução radial em linha reta, por si só, não é suficiente para completar o cálculo do avanço num arco.
Utilize uma calculadora ou função CAM que distinga explicitamente entre interpolação reta, circular interna e circular externa. Introduza os diâmetros relevantes da fresa e da trajetória nas unidades solicitadas e verifique se o valor obtido se aplica ao centro da ferramenta ou à aresta de corte. A documentação da calculadora da Iscar, por exemplo, separa esses tipos de trajetória, em vez de tratar todos os movimentos como retos.
Se o software não indicar como lida com a alimentação do arco, não sobreponha um multiplicador radial manual a uma correção automática desconhecida. Determine primeiro a que camada pertence cada ajuste.
Verificar a correção na máquina
Considere a alimentação calculada como um ponto de partida de referência.
Comece por verificar o estado do porta-ferramentas, a saliência, a fixação da peça e a folga para as limalhas. A correção da espessura das limalhas não resolve o problema de uma configuração instável. Em seguida, confirme se a velocidade do fuso, o avanço programado e a potência se encontram dentro das capacidades da máquina.
Efetue o primeiro corte com o engate radial previsto e uma profundidade axial justificável, com base nos mesmos dados da aplicação. Observe a formação das limalhas, o ruído, a carga no fuso, o aquecimento, o acabamento da superfície e se as limalhas estão a ser recortadas. O que se pretende observar é um ruído de corte estável, uma carga repetível e limalhas bem formadas a sair do corte — e não apenas uma velocidade de avanço mais elevada.
Pare se a carga aumentar abruptamente, se os cavacos se acumularem, se a ferramenta começar a desviar-se, se surgir vibração ou se o calor se concentrar na aresta. Efetue um diagnóstico antes de alterar o programa. Se alterar as RPM, lembre-se de que o avanço da mesa deve ser ajustado em conformidade, para manter o avanço calculado por dente. Se alterar Ae, recalcule o fator de diluição, uma vez que a geometria sofreu alterações.
Altere uma variável de cada vez e registe o resultado. Caso contrário, um corte bem-sucedido não permite determinar qual foi a correção que funcionou, e um corte mal-sucedido não permite determinar qual foi a suposição errada.
O registo não precisa de ser detalhado. Registe a identificação da ferramenta, o diâmetro efetivo, Ae, carga nominal da pastilha, avanço calculado por dente, RPM, avanço da mesa e tipo de percurso, juntamente com o resultado observado. Isso permite manter as condições subjacentes à configuração e torna o próximo ajuste rastreável, em vez de transformar um corte bem-sucedido numa regra generalizada para toda a oficina sem fundamento.
Erros comuns que comprometem a segurança da remuneração
O primeiro erro é copiar um multiplicador só porque a largura de corte “parece semelhante”. O fator depende da relação entre o diâmetro de engate e o diâmetro efetivo, e a carga de cavacos pretendida continua a depender da ferramenta e do material.
A segunda é confundir um avanço baixo com uma força de corte baixa. Quando a espessura da lasca fica abaixo de um intervalo de corte útil, o atrito e o calor podem aumentar, mesmo que o valor programado pareça conservador.
A terceira consiste em combinar a compensação radial com um cálculo para fresas de ponta esférica ou de alto avanço. Essas ferramentas envolvem efeitos do ângulo de aproximação; a multiplicação de dois fatores não relacionados pode sobrecarregar o gume.
O quarto erro é ignorar a geometria da trajetória. Um movimento em linha reta, um arco de cavidade interno e um contorno externo não colocam a aresta de corte no mesmo raio da trajetória.
O quinto ponto consiste em aceitar os cálculos sem testar a configuração. O cálculo define o estado pretendido das limalhas; o corte de prova determina se o processo real consegue produzir um corte estável, limalhas bem formadas e uma carga repetível.
Conclusão
O afinamento radial da limalha é, antes de mais, um problema de geometria e só depois um problema de avanço. Verifique se uma fresa periférica de 90 graus se encontra abaixo do engate de meio diâmetro, utilize a espessura máxima da limalha indicada na documentação e calcule o avanço corrigido por dente a partir dos valores reais D e Ae, convertê-lo para alimentação por tabela e utilizar uma lógica que tenha em conta o percurso para os arcos. Em seguida, validar o resultado na máquina. A fiabilidade de um multiplicador depende inteiramente da geometria, dos dados da ferramenta e do corte de prova subjacentes.





