 Ir al contenido
Ir al contenido Reducción del espesor de la viruta en el fresado: cómo corregir el avance para el contacto radial
En el fresado con adelgazamiento de la viruta, reducir el contacto radial puede hacer que la viruta que ve el filo de corte sea más fina de lo que sugiere el avance programado por diente. Esto puede parecer inofensivo, pero un filo al que se le exige retirar muy poco material puede pasar más tiempo rozando —lo que genera calor y desgaste— que cortando limpiamente. La solución no es “avanzar siempre más rápido”. Consiste en determinar si el adelgazamiento radial de la viruta está activo, calcular a partir del espesor máximo de viruta objetivo para esa herramienta concreta y comprobar el resultado en las condiciones reales de la máquina.
En primer lugar, decide si procede el adelgazamiento radial de la viruta
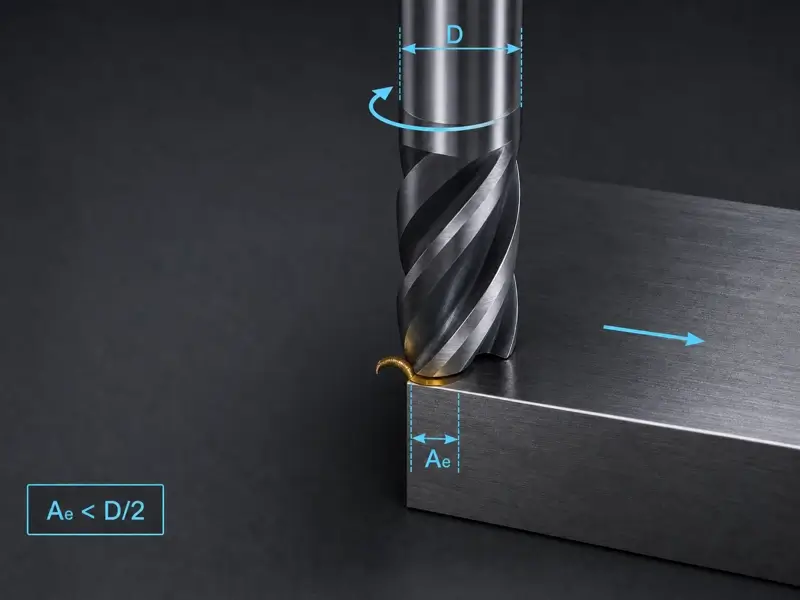
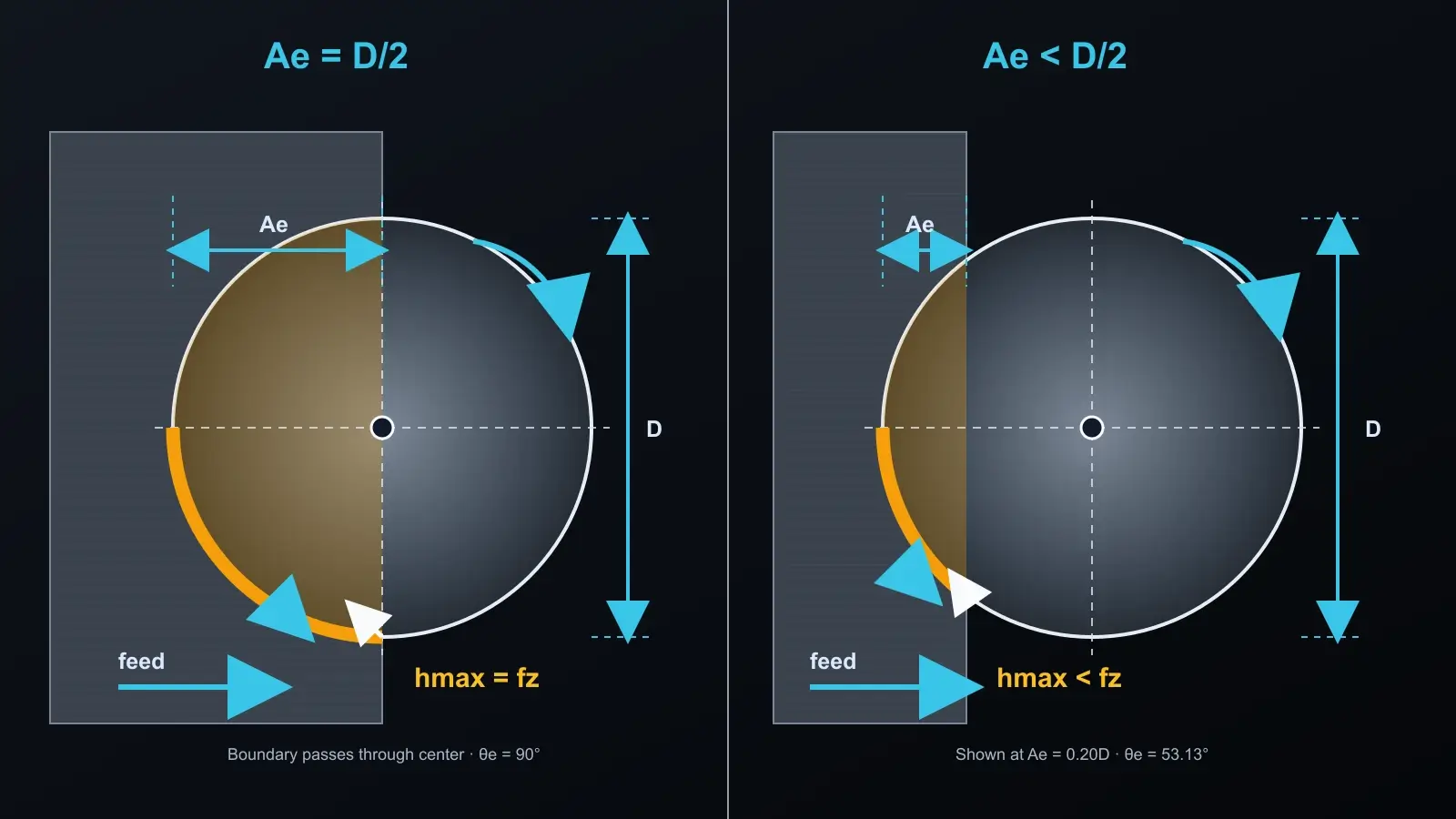
Para un Fresa de extremo cuadrado de 90 grados En un recorrido recto, el adelgazamiento radial de la viruta cobra importancia cuando la profundidad de corte radial, que suele expresarse como Ae, es inferior al radio de la fresa. Con un acoplamiento de medio diámetro, el diente alcanza la línea central de la fresa y aún puede formar una viruta cuyo espesor máximo sea igual al avance programado por diente. Por debajo de ese acoplamiento, el diente sale del corte antes de alcanzar la posición geométrica que produciría el espesor total programado.
Esa distinción es importante porque el CAM suele solicitar el avance por diente, mientras que el filo de corte responde al espesor real de la viruta. Cuando Ae está por debajo del radio, esos valores ya no son iguales.
No apliques esta regla de la fresa de corte recto a todas las operaciones de fresado. Las herramientas de punta esférica, las plaquitas redondas, las fresas de bisel y las geometrías de alto avance también producen efectos de adelgazamiento de la viruta, pero su ángulo de ataque o su filo de corte curvo modifican el cálculo. Requieren datos específicos para cada geometría. Este artículo se centra en el adelgazamiento radial de la viruta para una fresa periférica de 90 grados.
Recopila los datos de entrada que realmente determinan la respuesta
Una respuesta útil parte de la carga de viruta recomendada para la herramienta y el material de trabajo concretos. Una tabla genérica o un multiplicador copiado de otra trayectoria de herramienta no establece ese valor objetivo.
| Símbolo o valor | Significado | Fuente |
|---|---|---|
| D | Diámetro efectivo de corte | Plano de la herramienta o ficha técnica |
| Ae | Profundidad de corte radial programada | Trayectoria de la herramienta CAM |
| Cl | Espesor máximo objetivo de la viruta | Datos de aplicación para la herramienta y el material de trabajo concretos |
| z | Número efectivo de dientes | Especificaciones de la herramienta |
| n | Velocidad programada del husillo | Cálculo de la velocidad y límite de la máquina |
| Tipo de ruta | Recto, arco interior o arco exterior | Geometría de la fresa |
Si todavía estás seleccionando la herramienta en lugar de calcular un corte concreto, el Colección de fresas de metal duro monobloque Es un punto de referencia para comparar las familias de fresas disponibles. No constituye una garantía de que una herramienta o un parámetro concretos sean adecuados para el trabajo; comprueba los datos de cada herramienta antes de utilizarla.
Utiliza el diámetro de corte efectivo que indique el método de cálculo seleccionado, y no automáticamente el diámetro del vástago. Anota también las unidades. Mezclar datos de carga de viruta en milímetros con datos en pulgadas da lugar a un resultado que parece correcto, pero que carece de sentido.
Calcula a partir del espesor deseado de la oblea, no a partir de un multiplicador memorizado.
El cálculo debe realizarse partiendo del espesor de la viruta que se prevé que alcance el filo, hasta llegar a la orden de avance que necesita el control.
En primer lugar, comprueba que Ae se encuentra a continuación D/2. Si no es así, no es necesaria la compensación por desgaste radial de la viruta en el caso de la línea recta de 90 grados que aquí se describe.
En segundo lugar, introduce D, Ae e introduzca la carga de viruta seleccionada en una calculadora o en un conjunto de fórmulas que tenga en cuenta explícitamente el adelgazamiento radial de la viruta. Estas herramientas proporcionan como resultado un factor de adelgazamiento radial de la viruta o el avance corregido por diente. Vuelva a calcular cada vez que cambie el acoplamiento; las directrices aceptadas para el uso de calculadoras definen el factor a través de la relación entre la carga de viruta, el avance por diente, el diámetro y la profundidad radial. Para obtener una referencia sobre la anchura de corte efectiva, véase Guía de DAPRA para el desbaste radial de virutas; considera sus multiplicadores como referencias geométricas, no como un sustituto de los datos exactos de la herramienta.
En tercer lugar, convertir el avance corregido por diente en avance de mesa:
Avance de la mesa = avance corregido por diente × número efectivo de dientes × velocidad del husillo
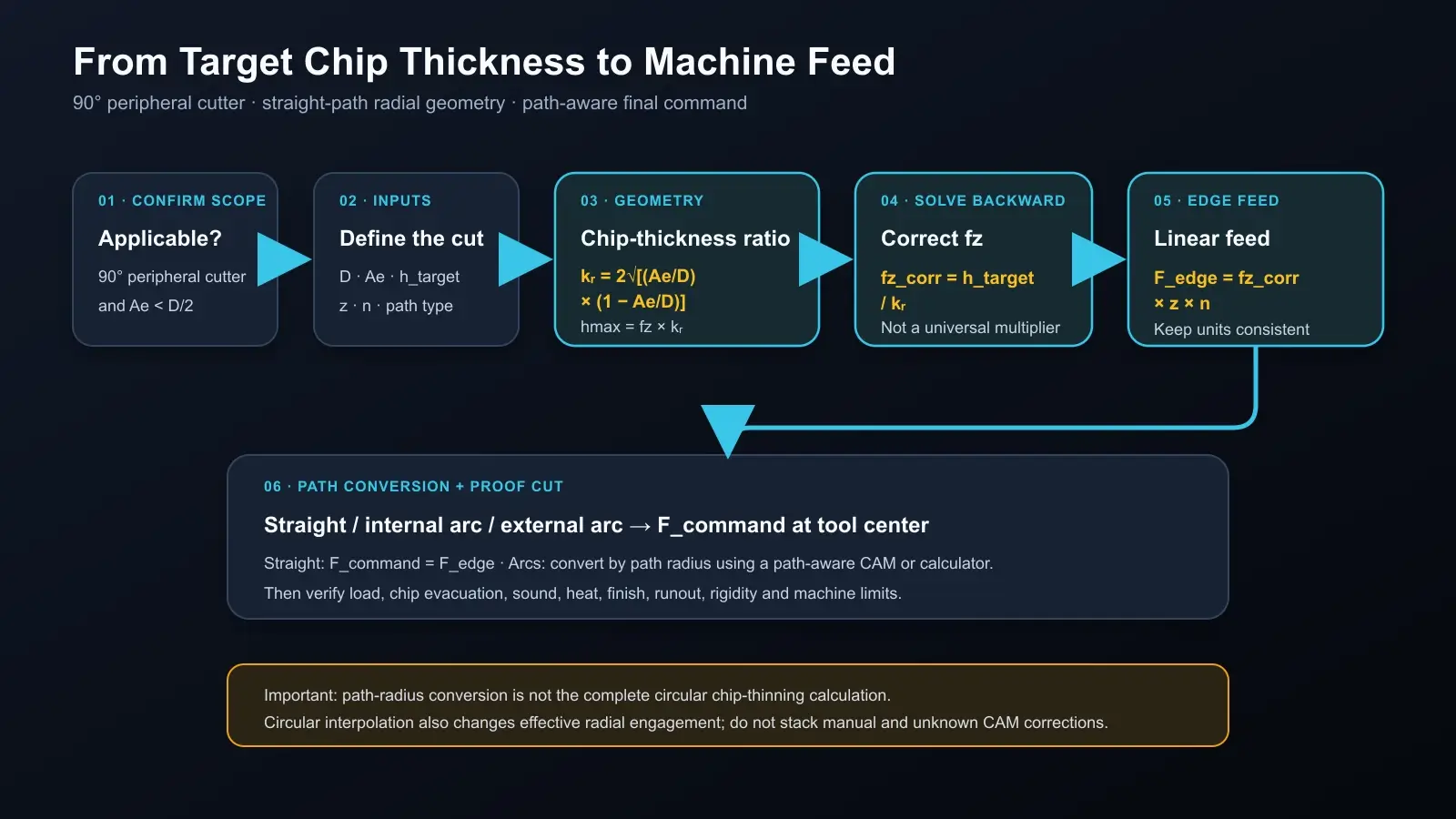
Mantén las funciones separadas. La carga de viruta objetivo es el espesor máximo deseado de la viruta en el borde. El avance corregido por diente es el avance por diente mayor que se ha programado y que se necesita, con esta geometría, para obtener ese espesor objetivo. El avance de la mesa es el comando lineal de la máquina resultante.
Por eso, una tabla de proveedores puede resultar útil, aunque no sea universal. Puede proporcionar el factor geométrico para una relación de anchura de corte definida, pero no selecciona la carga de viruta objetivo, no verifica la geometría de la herramienta, no tiene en cuenta la excentricidad ni garantiza que la máquina pueda ejecutar el resultado.
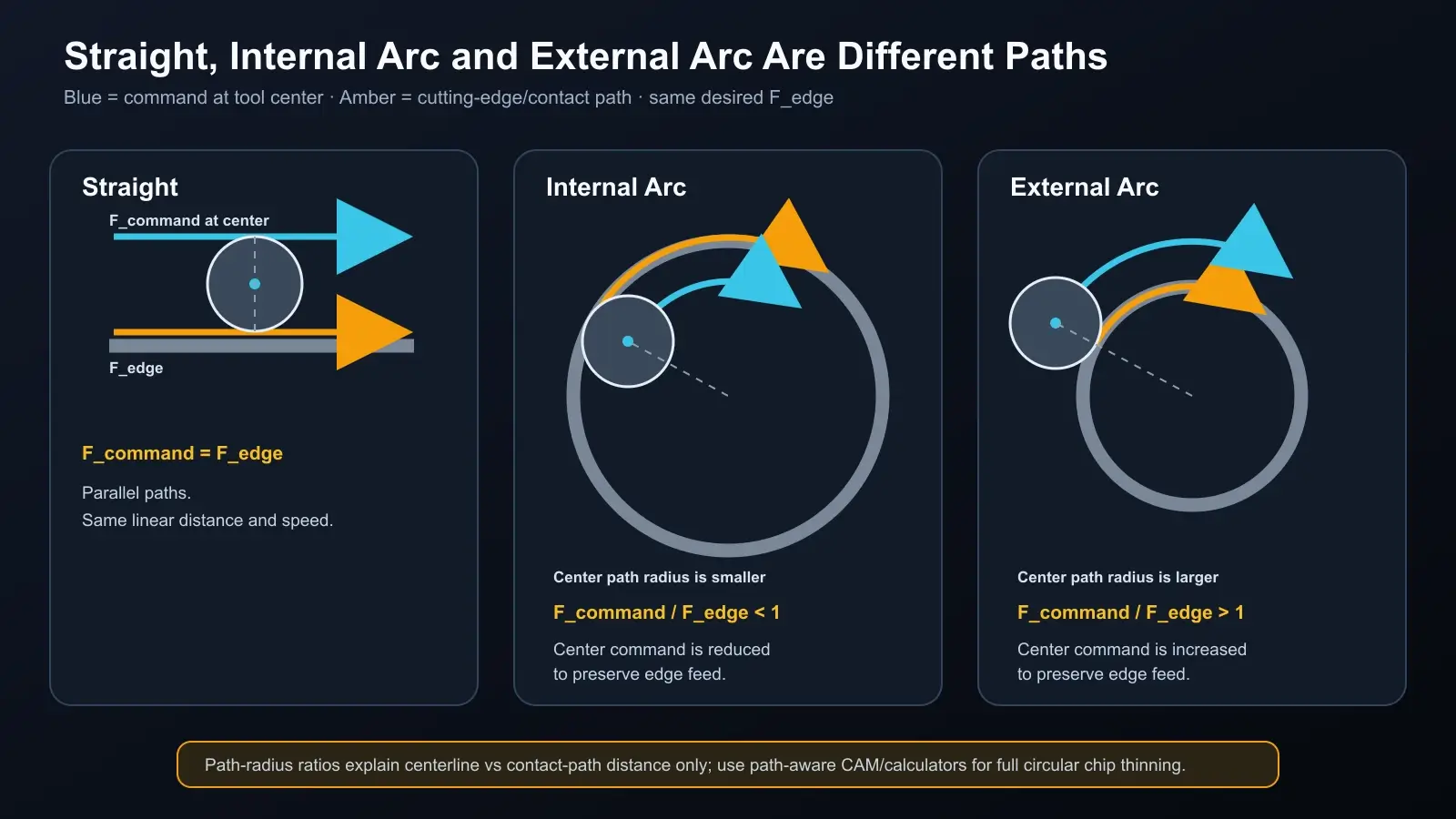
Considera los arcos como problemas de trazado, no como cortes en línea recta
La interpolación circular añade otra variable. Las directrices aceptadas para el uso de calculadoras distinguen entre los desplazamientos rectilíneos y la interpolación circular interna y externa, en lugar de tratarlos como un único caso. Por lo tanto, un factor de reducción radial en línea recta por sí solo no basta para completar el cálculo del avance en un arco.
Utiliza una calculadora o una función CAM que distinga explícitamente entre la interpolación recta, la circular interna y la circular externa. Introduce los diámetros correspondientes de la fresa y de la trayectoria en las unidades solicitadas, y comprueba si el valor obtenido se refiere al centro de la herramienta o al filo de corte. La documentación de la calculadora de Iscar, por ejemplo, distingue claramente entre estos tipos de trayectoria, en lugar de considerar todos los movimientos como rectos.
Si el programa no indica cómo gestiona la alimentación del arco, no superpongas un multiplicador radial manual a una corrección automática desconocida. Averigua primero a qué capa corresponde cada ajuste.
Comprueba que la máquina funciona correctamente
Considera el avance calculado como un punto de partida de referencia.
Empieza por comprobar el estado del portabrocas, la saliente, la sujeción de la pieza y el espacio libre para las virutas. Corregir el espesor de las virutas no soluciona una configuración inestable. A continuación, comprueba que la velocidad del husillo, el avance programado y la potencia estén dentro de las capacidades de la máquina.
Realiza el primer corte con el ángulo de ataque radial previsto y una profundidad axial justificada, según los mismos datos de la aplicación. Observa la formación de virutas, el sonido, la carga del husillo, el calor, el acabado superficial y si las virutas se están recortando. Lo que se busca es un sonido de corte estable, una carga repetible y virutas bien formadas que salgan del corte, no simplemente una mayor velocidad de avance.
Detén la máquina si la carga aumenta bruscamente, se acumulan las virutas, la herramienta empieza a desviarse, aparecen vibraciones o el calor se concentra en el filo. Realiza un diagnóstico antes de modificar el programa. Si modificas las revoluciones por minuto (RPM), recuerda que el avance de la mesa debe variarse en consecuencia para mantener el avance calculado por diente. Si modificas Ae, vuelve a calcular el factor de dilución, ya que la geometría ha cambiado.
Cambia una variable cada vez y anota el resultado. De lo contrario, un corte satisfactorio no te permitirá saber qué corrección funcionó, y un corte fallido no te permitirá saber qué suposición era errónea.
No es necesario que el registro sea muy detallado. Anota la identificación de la herramienta, el diámetro efectivo, Ae, la carga nominal de la plaquita, el avance calculado por diente, las revoluciones por minuto, el avance de la mesa y el tipo de trayectoria, junto con el resultado observado. De este modo se conservan las condiciones en las que se ha realizado el ajuste y se garantiza la trazabilidad del siguiente ajuste, en lugar de convertir un corte satisfactorio en una norma general para todo el taller que carezca de fundamento.
Errores habituales que hacen que la remuneración no sea segura
El primer error es copiar un multiplicador porque el ancho de corte “parece similar”. El factor depende de la relación entre el diámetro de contacto y el diámetro efectivo, y la carga de viruta objetivo sigue dependiendo de la herramienta y del material.
El segundo error es confundir un avance bajo con una fuerza de corte baja. Cuando el espesor de la viruta cae por debajo de un rango de corte útil, el roce y el calor pueden aumentar, aunque el valor programado parezca prudente.
La tercera consiste en combinar la compensación radial con un cálculo de punta esférica o de alto avance. Estas herramientas implican efectos del ángulo de aproximación; multiplicar dos factores no relacionados entre sí puede sobrecargar el filo.
El cuarto es ignorar la geometría de la trayectoria. Un movimiento recto, un arco de bolsillo interno y un contorno externo no sitúan el filo de corte en el mismo radio de la trayectoria.
El quinto es aceptar los cálculos sin comprobar la configuración. El cálculo define el estado deseado de la viruta; el corte de prueba determina si el proceso real puede producir un corte estable, virutas bien formadas y una carga repetible.
Conclusión
El adelgazamiento radial de la viruta es, ante todo, un problema de geometría y, en segundo lugar, un problema de avance. Comprueba que una fresa periférica de 90 grados tenga un contacto inferior a la mitad del diámetro, utiliza el espesor máximo de viruta de referencia documentado y calcula el avance corregido por diente a partir de los datos reales. D y Ae, convertirlo en alimentación por tabla y utilizar una lógica que tenga en cuenta la trayectoria para los arcos. A continuación, validar el resultado en la máquina. La fiabilidad de un multiplicador depende exclusivamente de la geometría, los datos de la herramienta y el corte de prueba en los que se basa.





