 Zum Inhalt wechseln
Zum Inhalt wechseln Spanabtrag beim Fräsen: So passen Sie den Vorschub bei radialem Eingriff an
Beim Fräsen mit Spanabdünnung kann eine Verringerung des radialen Eingriffs dazu führen, dass der von der Schneidkante abgetragene Span dünner ist, als es der programmierte Vorschub pro Zahn vermuten lässt. Das klingt harmlos, doch eine Schneidkante, die zu wenig Material abtragen soll, verbringt möglicherweise mehr Zeit mit Reibung, Wärmeentwicklung und Verschleiß als mit sauberem Schneiden. Die Lösung lautet nicht “immer schneller vorschieben”. Vielmehr geht es darum, festzustellen, ob die radiale Spanabtrennung aktiv ist, anhand der für das jeweilige Werkzeug festgelegten maximalen Spanstärke zu berechnen und das Ergebnis unter den tatsächlichen Maschinenbedingungen zu überprüfen.
Entscheiden Sie zunächst, ob eine radiale Spanabnahme angebracht ist
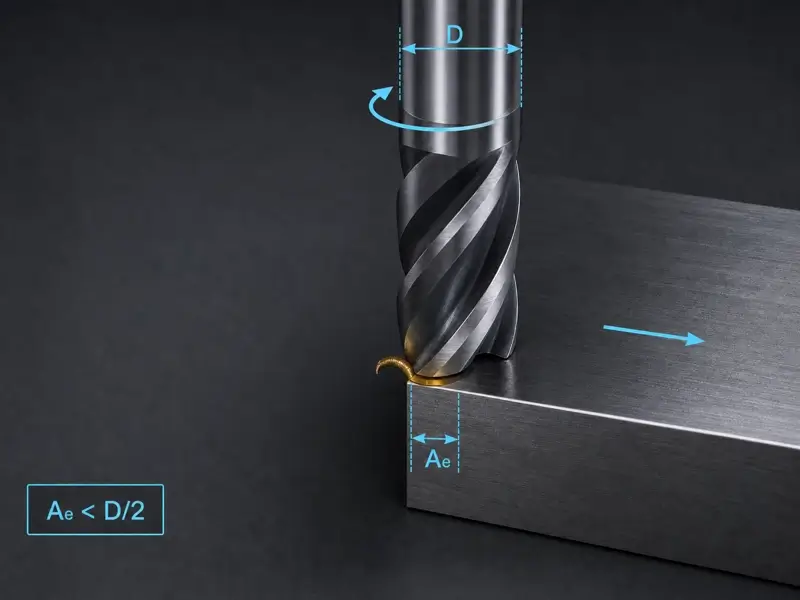
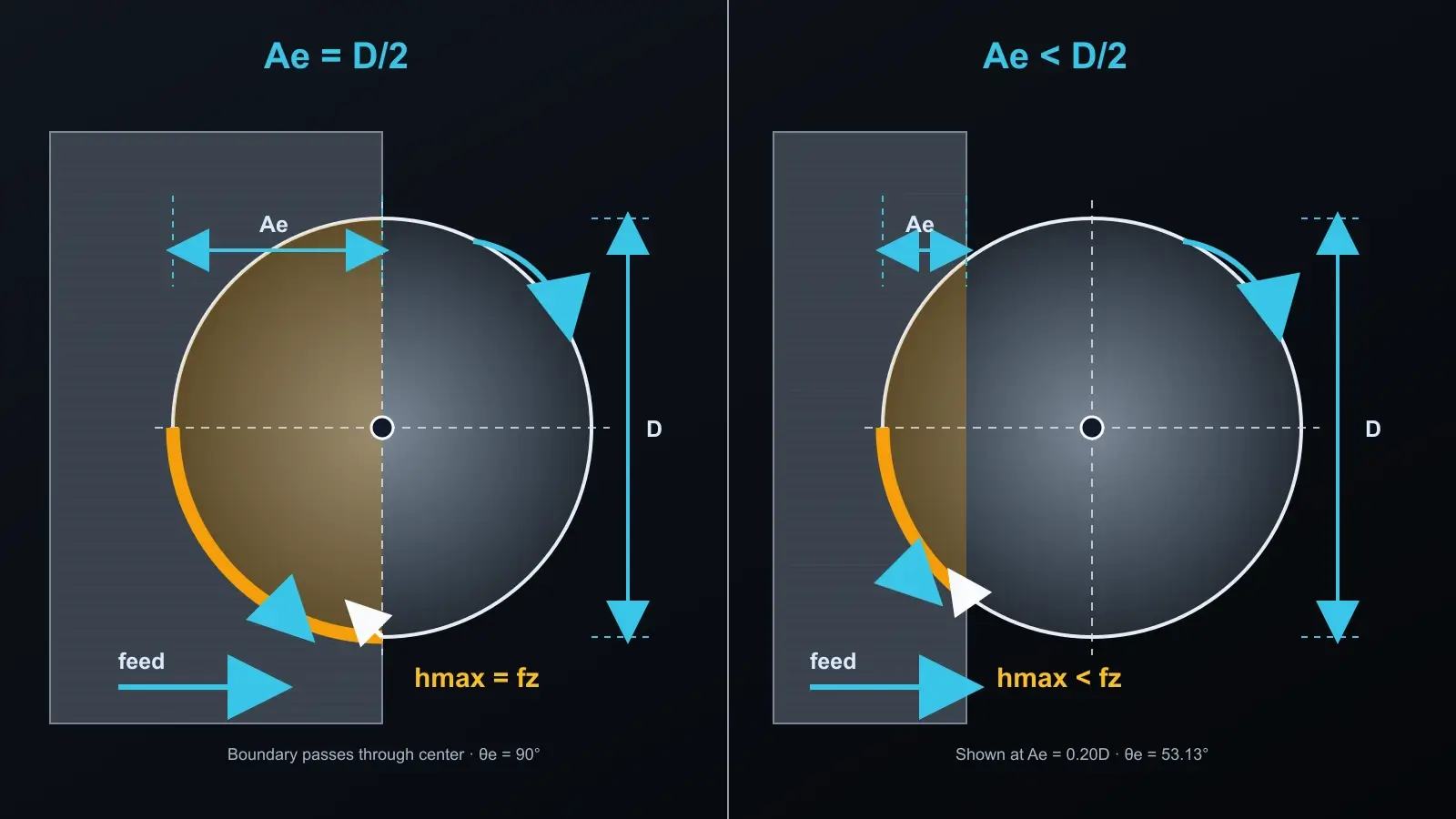
Für eine 90-Grad-Eckfräser Auf einem geraden Schnittweg spielt die radiale Spanabtragung eine Rolle, wenn die radiale Schnitttiefe, üblicherweise bezeichnet als Ae, ist kleiner als der Fräserradius. Bei einem Eingriff von einem halben Durchmesser erreicht der Zahn die Fräsermittellinie und kann dennoch einen Span bilden, dessen maximale Dicke dem programmierten Vorschub pro Zahn entspricht. Unterhalb dieses Eingriffs verlässt der Zahn den Schnitt, bevor er die geometrische Position erreicht, bei der die volle programmierte Dicke entstehen würde.
Diese Unterscheidung ist wichtig, da bei der CAM-Bearbeitung in der Regel der Vorschub pro Zahn angegeben wird, während die Schneidkante auf die tatsächliche Spandicke reagiert. Wenn Ae unterhalb des Radius liegt, sind diese Werte nicht mehr gleich.
Wenden Sie diese Regel für Geradfräser nicht auf jeden Fräsvorgang an. Kugelfräser, runde Schneideinsätze, Fasenfräser und Hochvorschubgeometrien erzeugen ebenfalls Spanstreckungseffekte, doch ihr Anstellwinkel oder ihre gekrümmte Schneidkante verändern die Berechnung. Für sie sind geometriespezifische Daten erforderlich. Dieser Artikel beschränkt sich auf die radiale Spanstreckung bei einem 90-Grad-Peripheriefräser.
Erfassen Sie die Eingaben, die tatsächlich die Antwort beeinflussen
Eine hilfreiche Antwort beginnt mit der für das jeweilige Werkzeug und den jeweiligen Werkstoff empfohlenen Ziel-Spanbelastung. Eine allgemeine Tabelle oder ein aus einem anderen Werkzeugweg übernommener Multiplikator reicht nicht aus, um diesen Wert zu ermitteln.
| Symbol oder Wert | Bedeutung | Quelle |
|---|---|---|
| D | Effektiver Schnittdurchmesser | Werkzeugzeichnung oder technisches Datenblatt |
| Ae | Programmierte radiale Schnitttiefe | CAM-Werkzeugbahn |
| Cl | Angestrebte maximale Chipdicke | Anwendungsdaten für das jeweilige Werkzeug und den jeweiligen Werkstoff |
| z | Effektive Zahnanzahl | Werkzeugspezifikation |
| n | Programmierte Spindeldrehzahl | Drehzahlberechnung und Maschinengrenze |
| Pfadtyp | Gerade, Innenbogen oder Außenbogen | CAM-Geometrie |
Wenn Sie sich noch für das Werkzeug entscheiden, anstatt einen bestimmten Schnitt zu berechnen, dann ist das Kollektion von Vollhartmetall-Schaftfräsern dient als Orientierungshilfe zum Vergleich der verfügbaren Fräserfamilien. Dies ist kein Hinweis darauf, dass ein bestimmtes Werkzeug oder ein bestimmter Parameter für die jeweilige Aufgabe geeignet ist; überprüfen Sie vor der Verwendung die jeweiligen Werkzeugdaten.
Verwenden Sie den von der gewählten Berechnungsmethode vorgegebenen effektiven Schnittdurchmesser und nicht automatisch den Schaftdurchmesser. Geben Sie außerdem die Einheiten an. Die Vermischung von Millimetern mit auf Zoll basierenden Spanzustelldaten führt zu einem optisch ansprechenden, aber aussichtslosen Ergebnis.
Berechne anhand der angestrebten Chipdicke, nicht anhand eines gespeicherten Multiplikators
Die Berechnung sollte von der Spandicke, die an der Kante anfallen soll, bis hin zum Vorschubbefehl, den die Steuerung benötigt, erfolgen.
Vergewissern Sie sich zunächst, dass Ae ist unten D/2. Ist dies nicht der Fall, ist im hier beschriebenen Fall einer geraden 90-Grad-Winkelbearbeitung kein Ausgleich für die radiale Spanstärke erforderlich.
Geben Sie als Nächstes Folgendes ein: D, Ae und geben Sie die gewählte Zielspanstärke in einen Rechner oder eine Formelsammlung ein, die die radiale Spanverdünnung explizit berücksichtigt. Solche Tools liefern entweder einen Faktor für die radiale Spanverdünnung oder den korrigierten Vorschub pro Zahn. Führen Sie bei jeder Änderung des Eingriffs eine Neuberechnung durch; gemäß anerkannten Rechnerrichtlinien wird der Faktor durch das Verhältnis zwischen Spanstärke, Vorschub pro Zahn, Durchmesser und radialer Schnitttiefe definiert. Eine Referenz zur effektiven Schnittbreite finden Sie unter DAPRA-Leitfaden zur radialen Spanabtragung; Behandeln Sie die Multiplikatoren als geometrische Referenzwerte und nicht als Ersatz für exakte Werkzeugdaten.
Drittens: Rechnen Sie den korrigierten Vorschub pro Zahn in den Tischvorschub um:
Tischvorschub = korrigierter Vorschub pro Zahn × effektive Zahnanzahl × Spindeldrehzahl
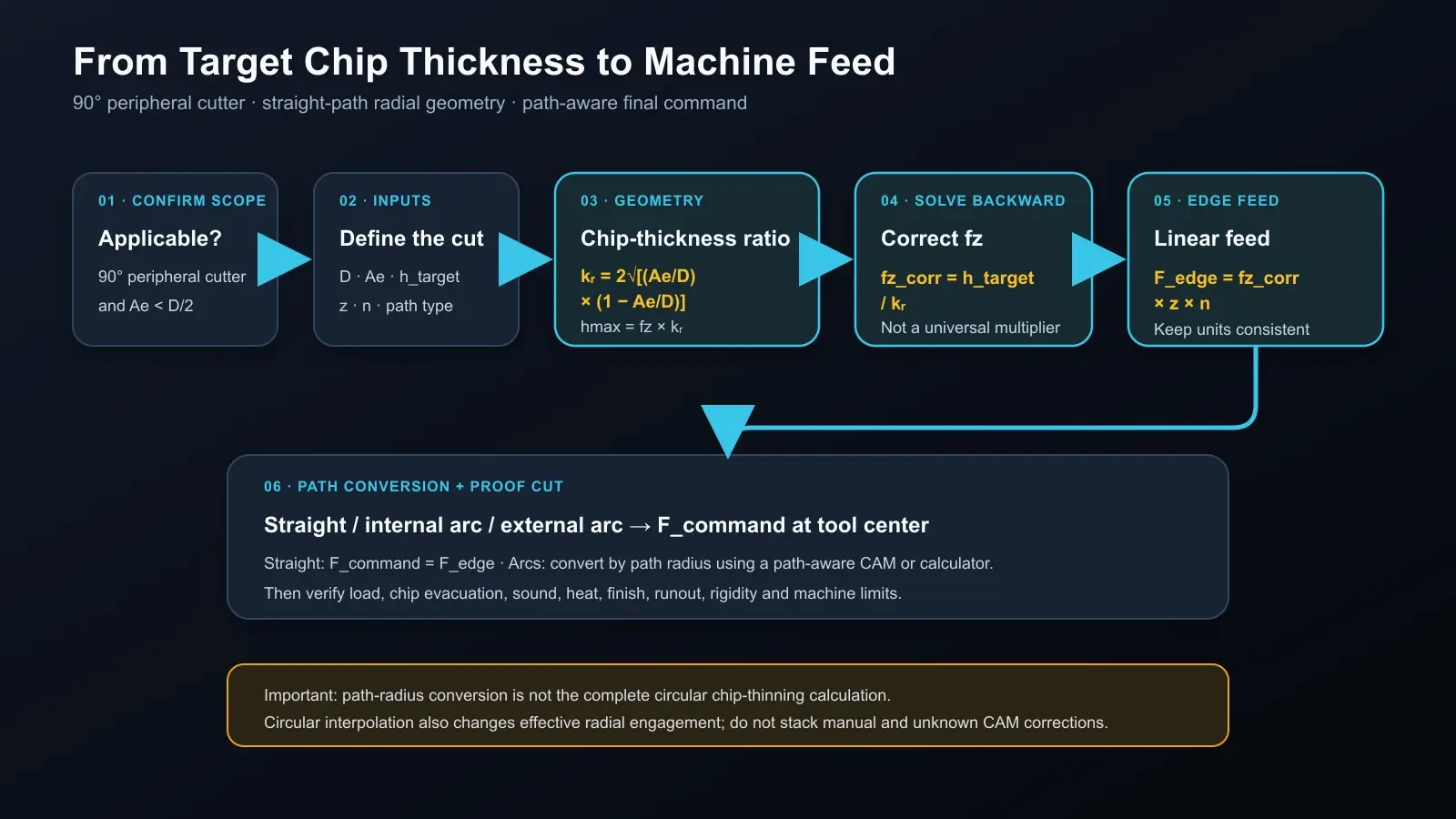
Halten Sie die Rollen voneinander getrennt. Die Soll-Spanladung ist die gewünschte maximale Spandicke an der Kante. Der korrigierte Vorschub pro Zahn ist der größere, programmierte Zahnvorschub, der bei dieser Geometrie erforderlich ist, um diese Soll-Spandicke zu erzielen. Der Tischvorschub ist der daraus resultierende lineare Maschinenbefehl.
Aus diesem Grund kann eine Hersteller-Tabelle zwar nützlich sein, ist jedoch nicht universell einsetzbar. Sie liefert zwar den geometrischen Faktor für ein bestimmtes Schnittbreitenverhältnis, wählt jedoch weder die Zielspanzufuhr aus, noch überprüft sie die Werkzeuggeometrie, berücksichtigt den Rundlauf oder bestätigt, dass die Maschine das Ergebnis umsetzen kann.
Behandeln Sie Bögen als Pfadprobleme und nicht als geradlinige Schnitte.
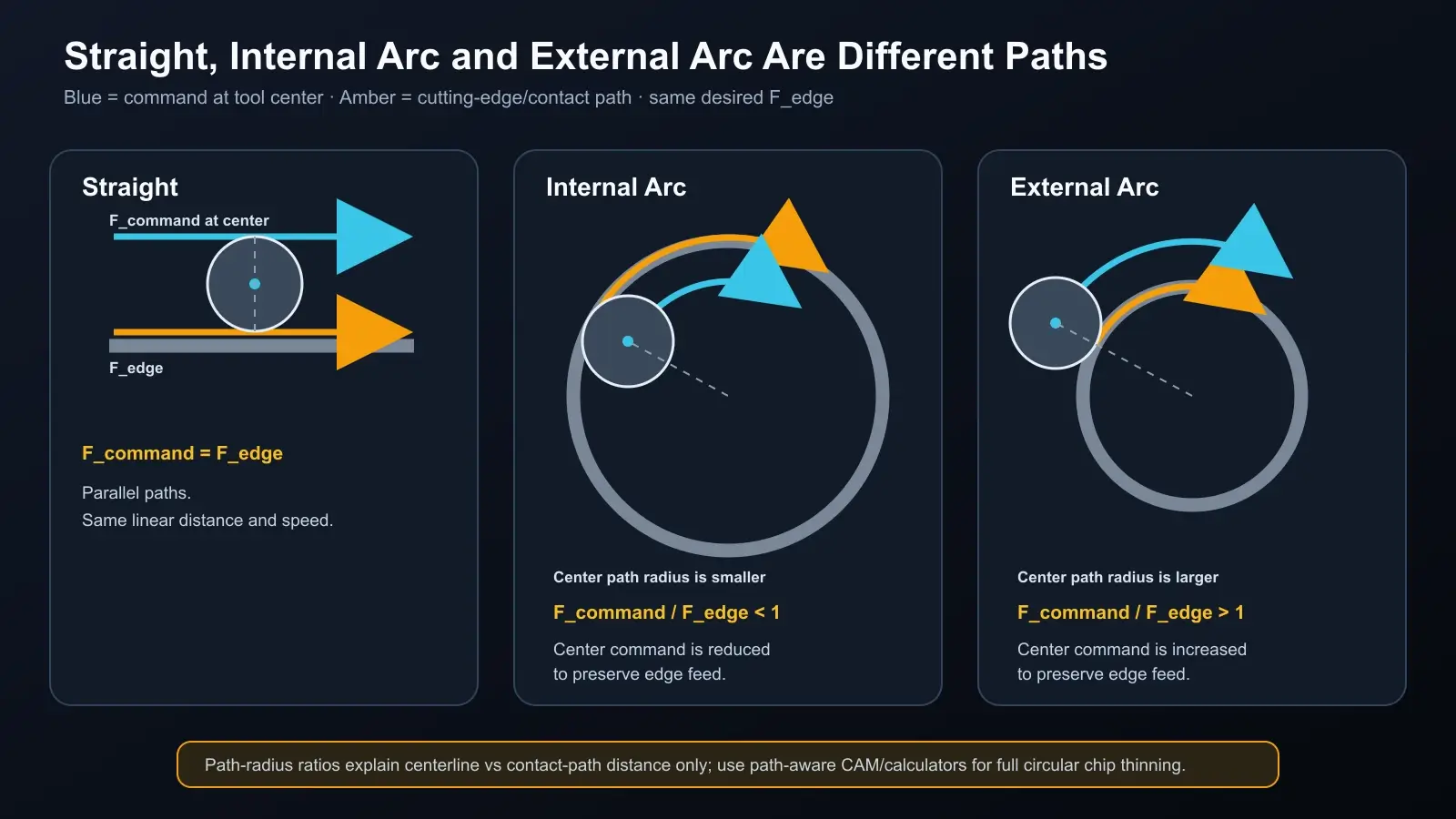
Die Kreisinterpolation fügt eine weitere Ebene hinzu. Gemäß den anerkannten Richtlinien für die Berechnung werden geradlinige Bewegungen von der internen und externen Kreisinterpolation unterschieden, anstatt sie als einen einzigen Fall zu behandeln. Ein geradliniger Radialverjüngungsfaktor allein reicht daher nicht aus, um die Vorschubberechnung für einen Bogen abzuschließen.
Verwenden Sie einen Rechner oder eine CAM-Funktion, die explizit zwischen gerader, innerer und äußerer Kreisinterpolation unterscheidet. Geben Sie die entsprechenden Werkzeug- und Bahn-Durchmesser in den gewünschten Einheiten ein und prüfen Sie, ob der zurückgegebene Wert für die Werkzeugmitte oder für die Schneidkante gilt. Die anerkannte Dokumentation zum Iscar-Rechner unterscheidet beispielsweise zwischen diesen Bahnarten, anstatt jede Bewegung als gerade zu behandeln.
Wenn in der Software nicht angegeben ist, wie die Lichtbogenzuführung gehandhabt wird, sollten Sie keinen manuellen Radialmultiplikator auf eine unbekannte automatische Korrektur anwenden. Stellen Sie zunächst fest, zu welcher Ebene die jeweilige Anpassung gehört.
Überprüfen Sie die Korrektur in der Maschine
Betrachten Sie den berechneten Vorschub als orientierenden Ausgangspunkt.
Überprüfen Sie zunächst den Zustand des Halters, den Überstand, die Werkstückspannung und den Spanabfluss. Eine korrigierte Spandicke behebt keine instabile Aufspannung. Vergewissern Sie sich anschließend, dass Spindeldrehzahl, vorgegebener Vorschub und Leistung innerhalb der Leistungsgrenzen der Maschine liegen.
Führen Sie den ersten Schnitt mit dem geplanten radialen Eingriff und einer vertretbaren axialen Schnitttiefe gemäß denselben Anwendungsdaten durch. Beobachten Sie die Spanbildung, das Geräusch, die Spindelbelastung, die Wärmeentwicklung, die Oberflächengüte und ob Späne nachgeschnitten werden. Das gewünschte Ergebnis ist ein stabiles Schnittgeräusch, eine wiederholbare Belastung und geformte Späne, die den Schnitt verlassen – nicht einfach nur eine schnellere Vorschubanzeige.
Halten Sie an, wenn die Belastung plötzlich ansteigt, sich Späne stauen, das Werkzeug durchbiegt, Rattern auftritt oder sich Wärme an der Schneide konzentriert. Führen Sie eine Fehlerdiagnose durch, bevor Sie das Programm ändern. Wenn Sie die Drehzahl ändern, denken Sie daran, dass sich der Tischvorschub entsprechend anpassen muss, um den berechneten Vorschub pro Zahn beizubehalten. Wenn Sie Ae, den Verdünnungsfaktor neu berechnen, da sich die Geometrie geändert hat.
Ändern Sie jeweils nur eine Variable und notieren Sie das Ergebnis. Andernfalls lässt sich bei einem erfolgreichen Schnitt nicht feststellen, welche Korrektur wirksam war, und bei einem fehlgeschlagenen Schnitt lässt sich nicht feststellen, welche Annahme falsch war.
Die Aufzeichnung muss nicht besonders ausführlich sein. Halten Sie die Werkzeugkennung und den effektiven Durchmesser fest, Ae, Soll-Spanladung, berechneter Vorschub pro Zahn, Drehzahl, Tischvorschub und Bahnart neben dem beobachteten Ergebnis. Dadurch bleiben die der Einstellung zugrunde liegenden Bedingungen erhalten, und die nächste Anpassung lässt sich nachvollziehbar nachverfolgen, anstatt einen erfolgreichen Schnitt zu einer unbegründeten, werkstattweiten Regel zu machen.
Häufige Fehler, die die Vergütung unsicher machen
Der erste Fehler besteht darin, einen Multiplikator zu übernehmen, nur weil die Schnittbreite “ungefähr gleich” erscheint. Der Faktor hängt vom Verhältnis zwischen Eingriffstiefe und effektivem Durchmesser ab, und die angestrebte Spanbelastung hängt weiterhin vom Werkzeug und vom Werkstoff ab.
Zweitens wird ein geringer Vorschub oft mit einer geringen Schnittkraft verwechselt. Sobald die Spandicke unter einen sinnvollen Schnittbereich fällt, können Reibung und Wärmeentwicklung zunehmen, auch wenn der programmierte Wert konservativ erscheint.
Die dritte Möglichkeit besteht darin, die Radialkompensation mit einer Berechnung für Kugelspitzenfräser oder Hochvorschubfräser zu kombinieren. Bei diesen Werkzeugen spielen die Auswirkungen des Anfahrwinkels eine Rolle; die Multiplikation zweier voneinander unabhängiger Faktoren kann die Schneide überlasten.
Der vierte Fehler besteht darin, die Bahngeometrie zu ignorieren. Bei einer geraden Bewegung, einem inneren Taschenbogen und einer äußeren Kontur liegt die Schneidkante nicht auf demselben Bahnradius.
Der fünfte Punkt besteht darin, die Berechnungen zu akzeptieren, ohne die Konfiguration zu testen. Die Berechnung definiert einen angestrebten Spanzustand; der Testschnitt ermittelt, ob der tatsächliche Prozess stabile Spanabtrennung, geformte Späne und eine wiederholbare Belastung erzielen kann.
Schlussfolgerung
Die radiale Spanausdünnung ist in erster Linie ein geometrisches Problem und erst in zweiter Linie ein Vorschubproblem. Vergewissern Sie sich, dass ein 90-Grad-Peripheriefräser unterhalb der Halbdurchmesser-Eingriffstiefe arbeitet, verwenden Sie die dokumentierte maximale Zielspandicke und berechnen Sie den korrigierten Vorschub pro Zahn anhand der tatsächlichen D und Ae, wandeln Sie es in einen Tabellendurchlauf um und verwenden Sie für Bögen eine pfadabhängige Logik. Überprüfen Sie anschließend das Ergebnis in der Maschine. Ein Multiplikator ist nur so zuverlässig wie die ihm zugrunde liegende Geometrie, die Werkzeugdaten und der Probeschnitt.





