 Aller au contenu
Aller au contenu Amincissement des copeaux lors du fraisage : comment ajuster l'avance en cas d'engagement radial
Dans le fraisage avec amincissement du copeau, la réduction de l’engagement radial peut rendre le copeau visible au niveau de l’arête de coupe plus fin que ne le suggère l’avance programmée par dent. Cela peut sembler anodin, mais une arête à laquelle on demande d’enlever trop peu de matière risque de passer plus de temps à frotter, générant ainsi de la chaleur et de l’usure, plutôt que de couper proprement. La solution ne consiste pas à “ toujours augmenter l’avance ”. Il s’agit de déterminer si l’amincissement radial du copeau est actif, de calculer à partir de l’épaisseur maximale cible du copeau pour l’outil concerné, et de vérifier le résultat dans les conditions réelles de la machine.
Commencez par déterminer si l'amincissement radial des copeaux est applicable
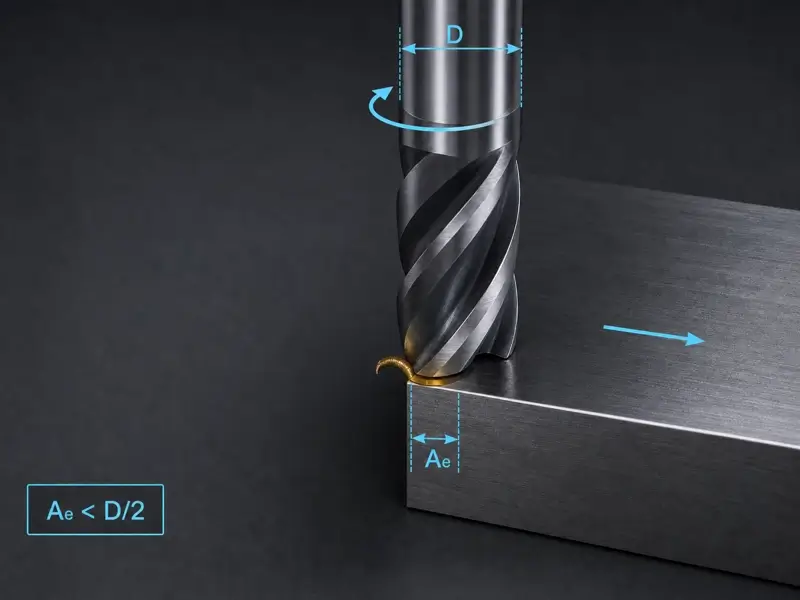
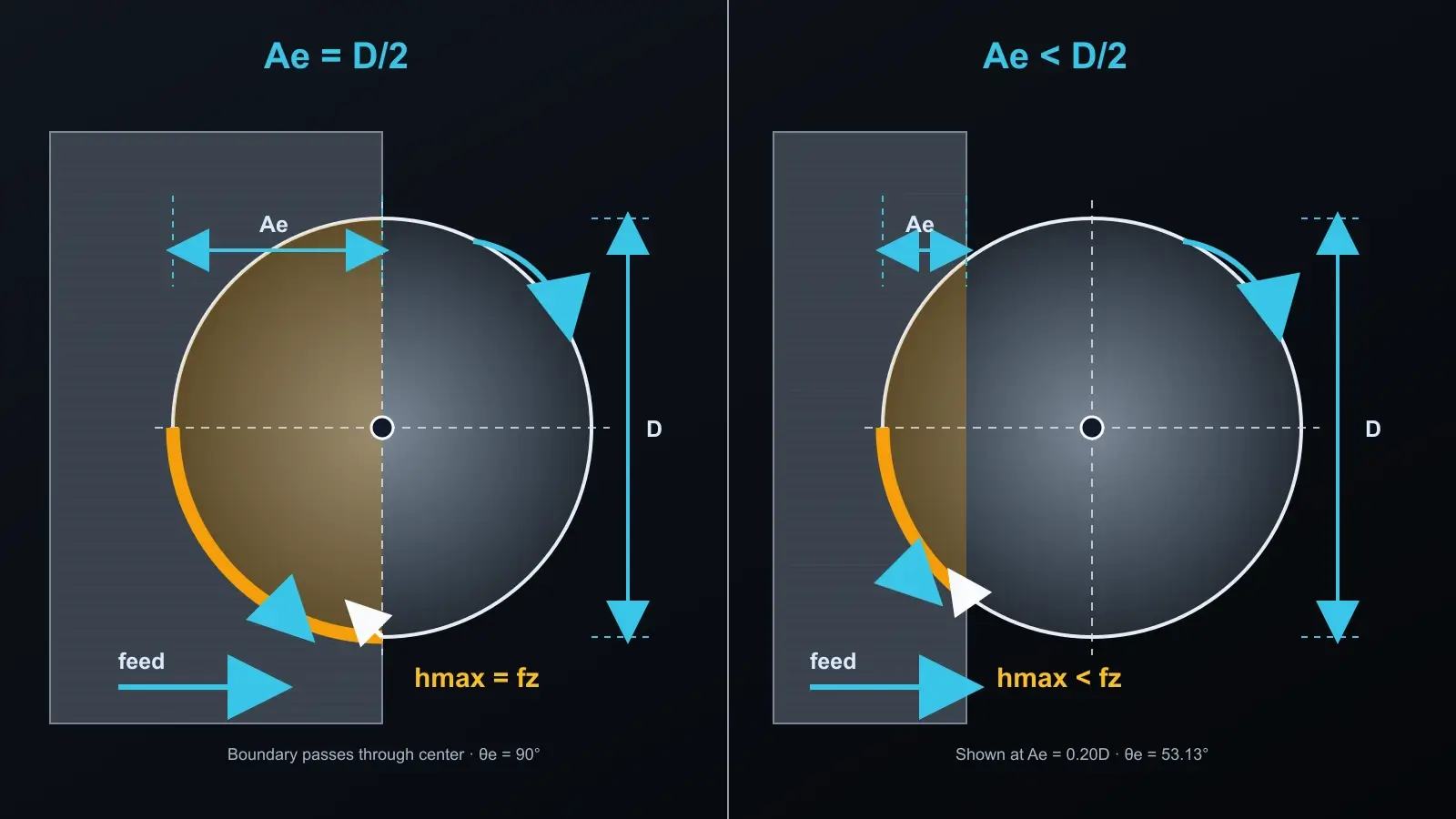
Pour un Fraise à bout carré à 90 degrés Sur une trajectoire rectiligne, l'amincissement radial du copeau prend toute son importance lorsque la profondeur de coupe radiale, généralement notée Ae, est inférieure au rayon de l'outil. À un engagement correspondant à la moitié du diamètre, la dent atteint l'axe de l'outil et peut encore former un copeau dont l'épaisseur maximale est égale à l'avance programmée par dent. En dessous de ce niveau d'engagement, la dent quitte la coupe avant d'atteindre la position géométrique qui permettrait d'obtenir l'épaisseur programmée maximale.
Cette distinction est importante car le CAM demande généralement une avance par dent, tandis que l'arête de coupe réagit à l'épaisseur réelle du copeau. Lorsque Ae est inférieure au rayon, ces valeurs ne sont plus égales.
Il ne faut pas appliquer cette règle de la fraise à coupe droite à toutes les opérations de fraisage. Les outils à bout sphérique, les plaquettes rondes, les fraises à chanfreiner et les géométries à avance élevée produisent également des effets d'amincissement des copeaux, mais leur angle d'attaque ou leur arête de coupe courbe modifie le calcul. Ils nécessitent des données spécifiques à leur géométrie. Cet article se concentre sur l'amincissement radial des copeaux pour une fraise périphérique à 90 degrés.
Recueillez les données qui déterminent réellement la réponse
Une réponse utile commence par la charge d'enlèvement de matière cible recommandée pour l'outil et le matériau à usiner en question. Un tableau générique ou un coefficient multiplicateur copié à partir d'un autre parcours d'outil ne permet pas de déterminer cette valeur cible.
| Symbole ou valeur | Signification | Source |
|---|---|---|
| D | Diamètre de coupe effectif | Plan de l'outil ou fiche technique |
| Ae | Profondeur de coupe radiale programmée | Trajectoire d'usinage FAO |
| Cl | Épaisseur maximale visée de la copeaux | Données d'application relatives à l'outil et au matériau à usiner |
| z | Nombre effectif de dents | Spécifications de l'outil |
| n | Vitesse de broche programmée | Calcul de la vitesse et limites de la machine |
| Type de chemin | Droit, arc interne ou arc externe | Géométrie de la came |
Si vous en êtes encore à choisir l'outil plutôt qu'à calculer une coupe spécifique, le Gamme de fraises en carbure monobloc Ce point de navigation permet de comparer les différentes gammes de fraises disponibles. Il ne s'agit pas d'une garantie qu'un outil ou un paramètre particulier soit adapté à l'opération ; veuillez vérifier les caractéristiques de chaque outil avant de l'utiliser.
Utilisez le diamètre de coupe effectif requis par la méthode de calcul choisie, et non pas automatiquement le diamètre de la tige. Précisez également les unités. Le fait de mélanger des données d'enlèvement de copeaux exprimées en millimètres et en pouces donne un résultat d'apparence correcte, mais dénué de sens.
Effectuer le calcul à partir de l'épaisseur cible de la plaquette, et non à partir d'un multiplicateur mémorisé
Le calcul doit partir de l'épaisseur de la pièce à usiner au niveau du bord et remonter jusqu'à la commande d'avance requise par le système de commande.
Commencez par vérifier que Ae se trouve ci-dessous D/2. Si ce n'est pas le cas, aucune compensation de l'amincissement radial de la copeau n'est nécessaire pour le cas d'un angle droit (90 degrés) décrit ici.
Ensuite, saisissez D, Ae et la charge de copeaux ciblée sélectionnée dans un calculateur ou un ensemble de formules prenant explicitement en compte l'amincissement radial des copeaux. Ces outils fournissent soit un facteur d'amincissement radial des copeaux, soit l'avance par dent corrigée. Effectuez un nouveau calcul chaque fois que l'engagement change ; les recommandations reconnues en matière de calcul définissent ce facteur à partir de la relation entre la charge de copeaux, l'avance par dent, le diamètre et la profondeur radiale. Pour une référence concernant la largeur de coupe effective, voir Guide de dégrossissage radial de DAPRA; considérez ses multiplicateurs comme des repères géométriques, et non comme un substitut aux données exactes de l'outil.
Troisièmement, convertir l'avance corrigée par dent en avance de table :
Avance de la table = avance corrigée par dent × nombre de dents effectif × vitesse de rotation de la broche
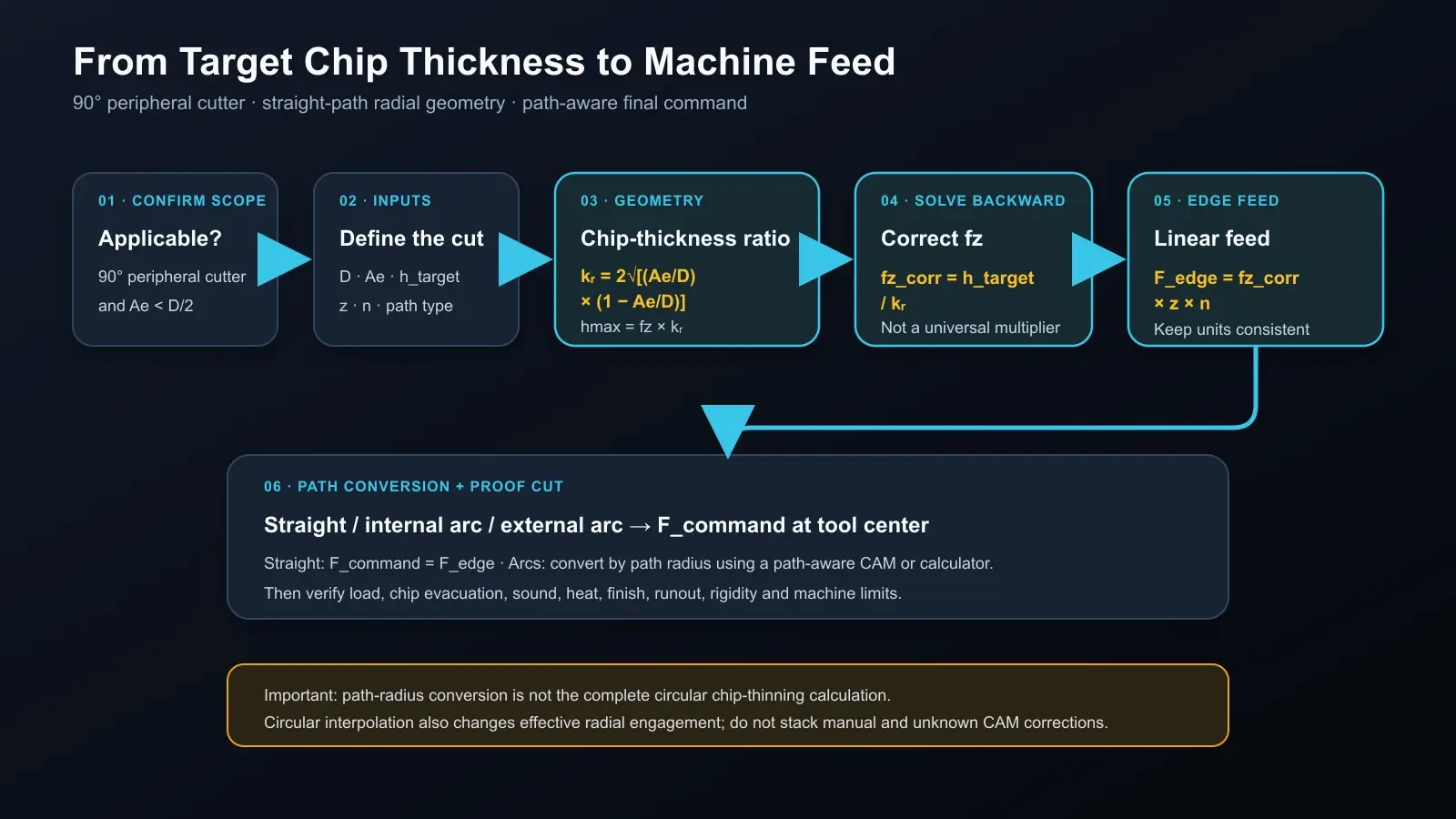
Il convient de bien distinguer ces différents rôles. L'épaisseur de copeau cible correspond à l'épaisseur maximale souhaitée du copeau au niveau de l'arête. L'avance corrigée par dent correspond à l'avance par dent programmée la plus élevée nécessaire, compte tenu de cette géométrie, pour obtenir cette épaisseur cible. L'avance de la table correspond à la commande linéaire de la machine qui en résulte.
C'est pourquoi un tableau de référence d'un fournisseur peut s'avérer utile sans pour autant être universel. Il peut fournir le facteur géométrique correspondant à un rapport largeur de coupe défini, mais il ne permet pas de choisir la charge de copeaux cible, de valider la géométrie de l'outil, de tenir compte du faux-rond, ni de garantir que la machine est capable d'appliquer le résultat.
Considérez les arcs comme des problèmes de tracé, et non comme des coupes en ligne droite
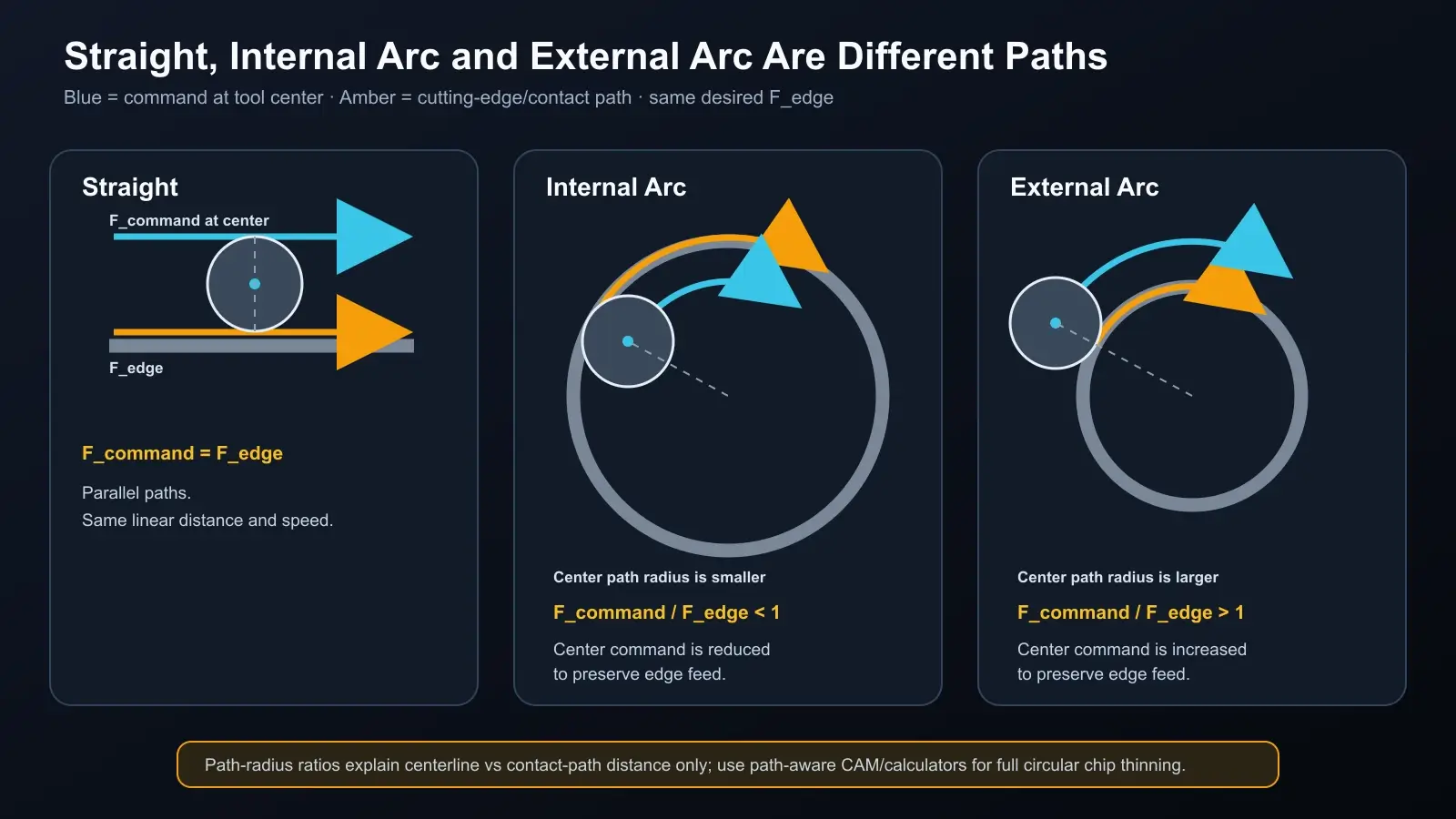
L'interpolation circulaire ajoute une dimension supplémentaire. Les recommandations reconnues en matière de calculateurs distinguent les déplacements en ligne droite de l'interpolation circulaire interne et externe, plutôt que de les traiter comme un seul et même cas. Un facteur de réduction radiale en ligne droite ne suffit donc pas à lui seul à déterminer l'avance pour un arc.
Utilisez un calculateur ou une fonction CAM qui distingue clairement l'interpolation linéaire, l'interpolation circulaire interne et l'interpolation circulaire externe. Saisissez les diamètres de l'outil et de la trajectoire dans les unités demandées, puis vérifiez si la valeur obtenue s'applique au centre de l'outil ou au niveau du bord de coupe. La documentation du calculateur Iscar, par exemple, distingue clairement ces types de trajectoires au lieu de considérer chaque déplacement comme linéaire.
Si le logiciel ne précise pas comment il gère l'alimentation en arc, n'ajoutez pas de multiplicateur radial manuel à une correction automatique dont le fonctionnement vous est inconnu. Déterminez d'abord à quel calque correspond chaque réglage.
Vérifier la correction dans la machine
Considérez la quantité d'alimentation calculée comme un point de départ à ajuster.
Commencez par vérifier l'état du porte-outil, la saillie, le serrage de la pièce et l'espace de dégagement des copeaux. Le fait de corriger l'épaisseur des copeaux ne suffit pas à remédier à un réglage instable. Vérifiez ensuite que la vitesse de broche, l'avance commandée et la puissance restent dans les limites des capacités de la machine.
Effectuez la première passe avec l'engagement radial prévu et une profondeur axiale justifiable, en vous basant sur les mêmes données d'application. Observez la formation des copeaux, le bruit, la charge sur la broche, la chaleur, l'état de surface et vérifiez si les copeaux sont recoupés. Les indicateurs recherchés sont un bruit de coupe stable, une charge reproductible et des copeaux bien formés sortant de la coupe — et non pas simplement une avance plus rapide.
Arrêtez l'usinage si la charge augmente brusquement, si les copeaux s'accumulent, si l'outil commence à fléchir, si des vibrations apparaissent ou si la chaleur se concentre au niveau de l'arête de coupe. Effectuez un diagnostic avant de modifier le programme. Si vous modifiez la vitesse de rotation, n'oubliez pas que l'avance de la table doit être ajustée en conséquence afin de conserver l'avance calculée par dent. Si vous modifiez Ae, recalculez le facteur d'amincissement, car la géométrie a changé.
Modifiez une variable à la fois et notez le résultat. Sinon, une découpe réussie ne vous permettra pas de déterminer quelle correction a été efficace, et une découpe ratée ne vous permettra pas de savoir quelle hypothèse était erronée.
Il n'est pas nécessaire que le rapport soit détaillé. Indiquez l'identification de l'outil, son diamètre effectif, Ae, la charge nominale de la plaquette, l'avance calculée par dent, la vitesse de rotation, l'avance de la table et le type de trajectoire, en plus du résultat observé. Cela permet de conserver les conditions à l'origine du réglage et rend le prochain ajustement traçable, au lieu de transformer une coupe réussie en une règle non étayée applicable à l'ensemble de l'atelier.
Erreurs courantes qui compromettent la sécurité des rémunérations
La première erreur consiste à copier un coefficient multiplicateur simplement parce que la largeur de coupe “ semble proche ”. Ce coefficient dépend du rapport entre la profondeur de coupe et le diamètre effectif, et la charge de copeaux cible dépend toujours de l'outil et du matériau.
La deuxième erreur consiste à confondre une faible avance avec une faible force de coupe. Dès que l'épaisseur du copeau passe en dessous d'une plage de coupe utile, le frottement et la chaleur peuvent augmenter, même si la valeur programmée semble prudente.
La troisième consiste à combiner la compensation radiale avec un calcul pour une fraise à bout sphérique ou à avance élevée. Ces outils sont soumis aux effets de l'angle d'approche ; la multiplication de deux facteurs sans rapport entre eux peut surcharger l'arête de coupe.
La quatrième erreur consiste à ne pas tenir compte de la géométrie de la trajectoire. Un déplacement en ligne droite, un arc de poche interne et un contour externe ne placent pas le tranchant sur le même rayon de trajectoire.
La cinquième consiste à accepter les calculs sans tester la configuration. Le calcul définit l'état souhaité du copeau ; l'essai de coupe permet de déterminer si le processus réel est capable de produire une coupe stable, des copeaux bien formés et une charge reproductible.
Conclusion
L'amincissement radial du copeau est avant tout un problème de géométrie, et non un problème d'avance. Vérifiez qu'une fraise périphérique à 90 degrés présente un engagement inférieur à la moitié du diamètre, appliquez l'épaisseur maximale de copeau indiquée dans la documentation, puis calculez l'avance corrigée par dent à partir des valeurs réelles. D et Ae, le convertir en alimentation par table et utiliser une logique tenant compte du tracé pour les arcs. Valider ensuite le résultat sur la machine. La fiabilité d'un multiplicateur dépend entièrement de la géométrie, des données d'outil et de la coupe d'essai sur lesquelles il s'appuie.





