 Перейти к содержимому
Перейти к содержимому What Size Drill for 1/4-20 Tap?
Selecting the correct drill bit is the most important step when you prepare to cut threads. If you choose a bit that is too large, your screw will not hold. If the bit is too small, the tap will snap inside the hole. This guide explains exactly why the #7 drill bit is the standard choice for a 1/4-20 tap and when you might need an alternative.

Understanding Tap and Drill Relationships
First, you need to understand how a tap creates threads. A 1/4-20 tap is designed to make a hole that fits a bolt with a 1/4-inch outer diameter and 20 threads per inch.
Basic Tap Terminology
The “1/4” is the major diameter, which is the widest part of the bolt. The 20 tells you the thread pitch. To make room for the tool to cut into the metal, you cannot drill a full 1/4-inch hole. If you did, there would be no metal left for the tap to shape into teeth.
Thread Engagement and Hole Size
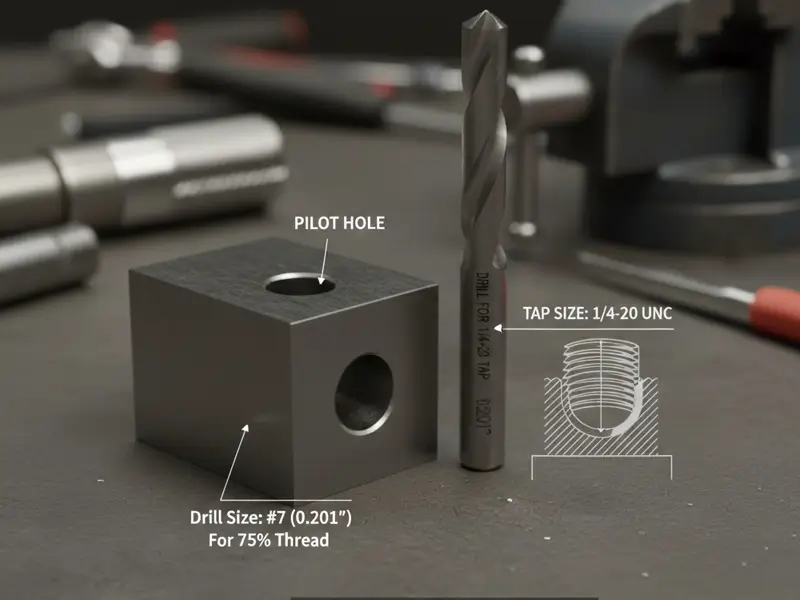
Сайт drill hole must be slightly smaller than the 1/4-inch major diameter. This creates a minor diameter hole. When the tap enters, it carves away the inner walls to create the valleys of the threads. Experts aim for 75% thread engagement. This provides maximum strength without putting too much stress on the tapping tool.
Recommended Drill Bit Sizes for 1/4-20 Tap
You have three main options depending on the tools you have in your shop.
Standard Drill Bit: #7 Drill Bit
Originally, the #7 drill bit was designed specifically for this task. It has a decimal diameter of 0.201 inches. This size is the industry standard because it provides the perfect balance of thread depth and ease of cutting. You should use this for almost every general project in steel or aluminum.
Alternative Drill Sizes
Sometimes you may not have a wire-gauge set. You can then use these alternatives:
13/64″ Fractional Drill Bit
This is a very common bit found in most home sets. It measures 0.203 inches. While it is slightly larger than a #7, it still works well for most tasks.
#6 Drill Bit
This is smaller at 0.204 inches. Wait, note that wire gauge numbers go down as the size goes up. A #6 is actually 0.2040 inches, making it slightly larger than the #7, which is 0.2010 inches.
Comparison of Options
The #7 is the best choice for strength. If you use the 13/64″ bit, the tap will turn more easily because it removes less metal. However, the resulting threads are slightly shallower. For important mechanical parts, stick with the #7.

Material and Application Considerations
The type of hole and the hardness of the metal will change your strategy.
Through Holes vs. Blind Holes
A through hole goes all the way through the metal. A blind hole stops at a certain depth. In blind holes, chips can get trapped at the bottom and break your tap. You might prefer a slightly larger hole for example the 13/64″ for blind holes to give the chips more room to move.
Material Hardness Effects
Harder materials like stainless steel put massive pressure on the tap. Because the last thing you want to do is snap a hardened steel tap, you should use a slightly larger drill bit in these cases. This reduces the amount of work the tap has to do. In soft metals like aluminum or brass, you can use the tighter #7 bit to get the strongest possible grip.
Drilling and Tapping Best Practices
The best way to do this is to ensure your hole is perfectly straight and clear of debris before you start. Precision at the beginning prevents expensive mistakes later.
Marking and Positioning the Hole
Use a center punch to create a small, deep dent in the metal exactly where you want the hole. This stops the drill bit from walking or sliding away from your mark. If the bit moves even a tiny amount, your bolt will not line up with its mating part. For high-precision work, you should use a small pilot bit first to create a guide hole for the #7 drill bit.
Lubrication and Cooling
You must use a high-quality cutting fluid in the entire process. This will give you two benefits. For example, it reduces friction and helps the metal shavings out of the flutes. This is especially important for 1/4-20 taps because the fine threads can easily clog. Without oil, the heat will cause the metal to expand, which can seize the tap and cause it to snap.
Drilling Technique Tips
You should keep the drill perfectly perpendicular to the surface. If the hole is crooked, the bolt will never sit flush against the metal. This will lead to a weak joint. When tapping, use the two turns forward, half-turn back method. This breaks the metal chips so they can fall away. This can be a useful way to avoid putting too much stress on the delicate cutting teeth of the tap.
Testing on Scrap Material
If you are using a new material or an unfamiliar drill bit, drill a hole in a piece of scrap first. Thread it completely and check how the bolt feels. It just means verifying that the fit is snug but not so tight that you risk stripping the threads.
Troubleshooting Common Issues
If you run into trouble, it usually relates to the hole size or the pressure you apply.
Tap Binding or Breakage
If the tap becomes very hard to turn, the hole is likely too small or the flutes are clogged with metal chips. Stop immediately and back the tap out to clean it. Do not force it, or it will shatter. Because the last thing you want to do is try to remove a broken hardened-steel tap from a finished part, you must listen to the tool. If it squeaks or feels springy, it is about to break.
Loose or Weak Threads
If the bolt wobbles inside the finished hole, your drill bit was likely too large. This can happen if the drill bit vibrated during the initial drilling process, which creates an oversized hole. Another cause is reaming, which happens if you let the drill bit spin in the hole without cutting. This wears away the walls and leaves no metal for the tap to grab.
Tapered Threads
This happens when you do not hold the tap straight at the onset. The first few threads might look fine, but as you go deeper, the bolt will jam because the hole is angled. You can then use a tapping guide or a drill press to ensure the tap stays perfectly vertical.
Quick Reference Table
Use this table to quickly pick your bit for a 1/4-20 UNC thread.
Приложение | Recommended Drill Size | Decimal Diameter |
Standard (75% Thread) | #7 Drill Bit | 0.201″ |
Loose Fit / Hard Metal | 13/64″ | 0.203″ |
Tight Fit / Soft Metal | #8 Drill Bit | 0.199″ |
Заключение
The #7 drill bit is the best size for a 1/4-20 tap because it provides 75% thread engagement. You can use a 13/64″ bit as a close alternative if you do not have wire-gauge bits. Always use cutting oil and a center punch to ensure your threads are clean and straight. You should prioritize the #7 bit for any project that requires high strength and a professional finish.
Вопросы и ответы
What size drill bit do I use for a 1/4-20 tap?
You should use a #7 drill bit for the best results.
Can I use a different drill size besides #7?
Yes, a 13/64″ fractional bit is a common substitute that works for most non critical applications.
Why shouldn’t I just drill a 1/4″ hole?
A 1/4″ hole is the same size as the bolt. If you drill it that large, the tap will have no metal to cut into, and the screw will just fall through the hole.
How does material hardness affect drill size choice?
In very hard metals, you use a slightly larger bit to prevent the tap from breaking under the high pressure of the cut.
Should I use cutting fluid when drilling for a 1/4-20 tap?
Yes. Cutting fluid keeps the tools cool and prevents the metal chips from welding themselves to the tap or drill bit.





