 Skip to content
Skip to content How to choose the right type of thread tap
Selecting the correct thread tap prevents broken tools, stripped threads, and costly rework. Whether you’re tapping through-holes in aluminum or blind holes in stainless steel, this guide breaks down tap types, materials, and selection criteria to streamline your workflow.
Contents

Common Types of Thread Taps
Spiral Point Tap (Gun Tap)
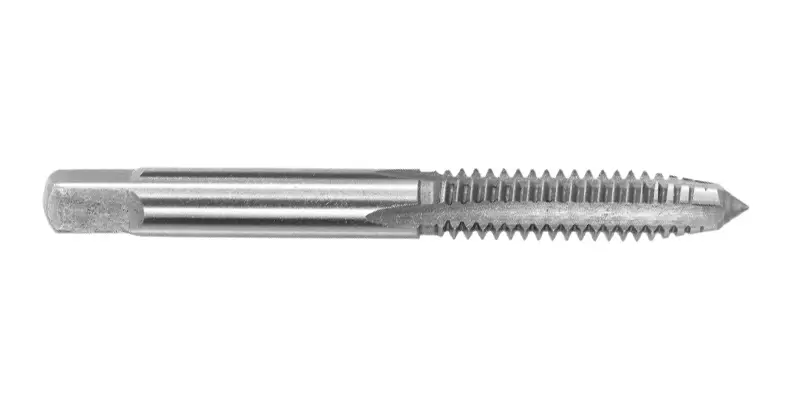
Best for through-holes in metals.
These taps for cutting threads feature a sharp spiral point that pushes chips forward – ideal for deep holes where chip evacuation is critical. Use them on lathes or drill presses for steel, brass, or cast iron. Avoid blind holes: Chips jam in closed cavities.
Spiral Flute Tap
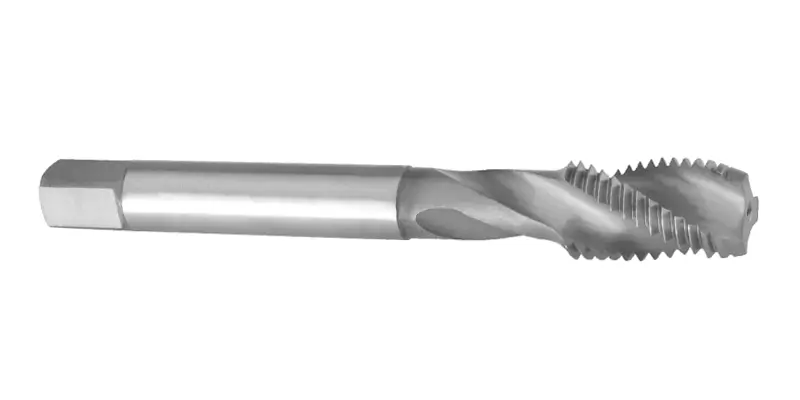
Essential for blind holes and soft materials.
Curved flutes pull chips upward when tapping aluminum, plastic, or wood. Perfect for CNC machines where automated reverse cycles clear debris. Choose coarse flutes for gummy materials to prevent clogging.

Bottoming Tap
The solution for shallow blind holes.
With only 1-2 tapered threads, it cuts near-flat bottoms other taps can’t reach. Always pre-tap with a plug/taper tap first – forcing a bottoming tap into virgin metal snaps tips.
Plug Tap
Your versatile all-rounder.
A 3-5 thread taper balances strength and reach. Use it for:
Through-holes in all materials
Semi-blind holes (after taper tapping)
General maintenance work
Most workshop sets include this type.
Taper Tap
The threading starter.
Its 7-10 thread taper gently engages material, reducing initial torque. Critical for:
Hand-tapping brittle metals
Aligning threads perpendicularly
Pipe thread taps (NPT/NPTF) where seal accuracy matters
Key Factors to Consider When Choosing a Thread Tap
Picking the right thread tap isn’t guesswork – here’s what actually matters in the shop:
Hole Type Dictates Tap Style
Got a clean-through hole? Spiral point taps (we call ’em gun taps) are your friend – they shove chips ahead like a snowplow. But if you’re wrestling with a blind hole, you’ll need the upward-curving flutes of a spiral flute tap to yank debris out. Save the bottoming tap for those last few threads at the base.Material Matters More Than You Think
Aluminum/soft stuff: Ever had chips weld onto the tap? Nasty. Go uncoated spiral flute taps – the slick surface stops that gunk buildup cold.
Stainless/tough metals: When things heat up, cobalt or gold-colored TiN-coated plug taps won’t quit. That coating isn’t just pretty – it’s armor against friction.
Pipe threads: Don’t even try regular taps here. Pipe thread taps (NPT/NPTF) cut tapered threads that actually seal. Skip this and you’ll be hunting leaks at 3 AM.
Machine vs Hand Tapping? Big Difference
Running a CNC or drill press? Let spiral flute or point taps do the dirty work – they clear chips automatically so you don’t babysit.
Hand tapping? Old-school sequence wins: Start with a taper tap to get straight, switch to a plug tap for meaty cutting, then sneak in a bottoming tap if you need every last thread.
Thread Specs Can Bite You
Mismatched pitch? That bolt will either rattle loose or seize up tighter than rusted lug nuts. Always match the tap’s TPI (threads per inch) and profile – UNF, UNC, metric – to your fastener.
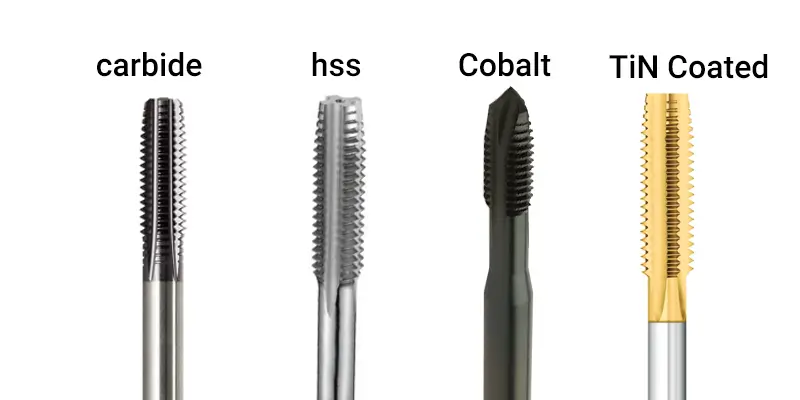
Which Thread Tap Material Should You Choose?
| Material | Best For | Avoid | Cost |
|---|---|---|---|
| High-Speed Steel (HSS) | General-purpose, non-ferrous metals | Hardened steel | $ |
| Cobalt (HSS-E) | Stainless steel, titanium | Abrasive composites | $$ |
| TiN-Coated HSS | High-heat alloys, production runs | Non-ferrous metals | $$$ |
| Carbide | Aerospace composites, ceramics | Vibration-prone setups | $$$$ |
Pro Tip: For pipe thread taps, always use TiN-coated HSS – corrosion resistance ensures clean tapered threads.
Conclusion & Quick Selection Guide
Match Tap to Hole:
Through-hole? → Spiral point
Blind hole? → Spiral flute + bottoming tap
Material Dictates Coating:
Steel/SS → Cobalt/TiN
Aluminum → Uncoated HSS
Pipe Threads Demand Precision: Use tapered pipe thread taps with cutting oil.
When in Doubt: Start with a plug tap – it handles 80% of tasks.
Investing 2 minutes selecting the right thread tap saves hours fixing stripped threads. Now – grab those taps for cutting threads and make chips!





