 Skip to content
Skip to content Climb Milling Vs Conventional Milling
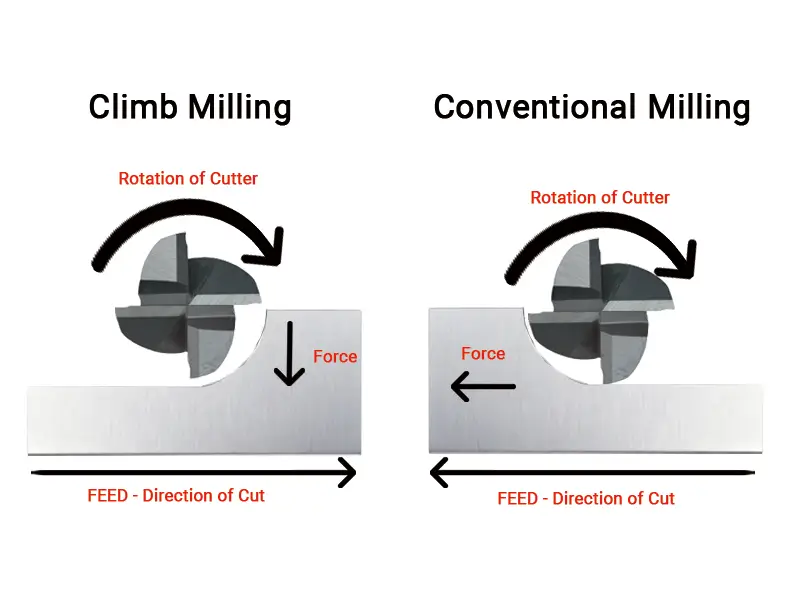
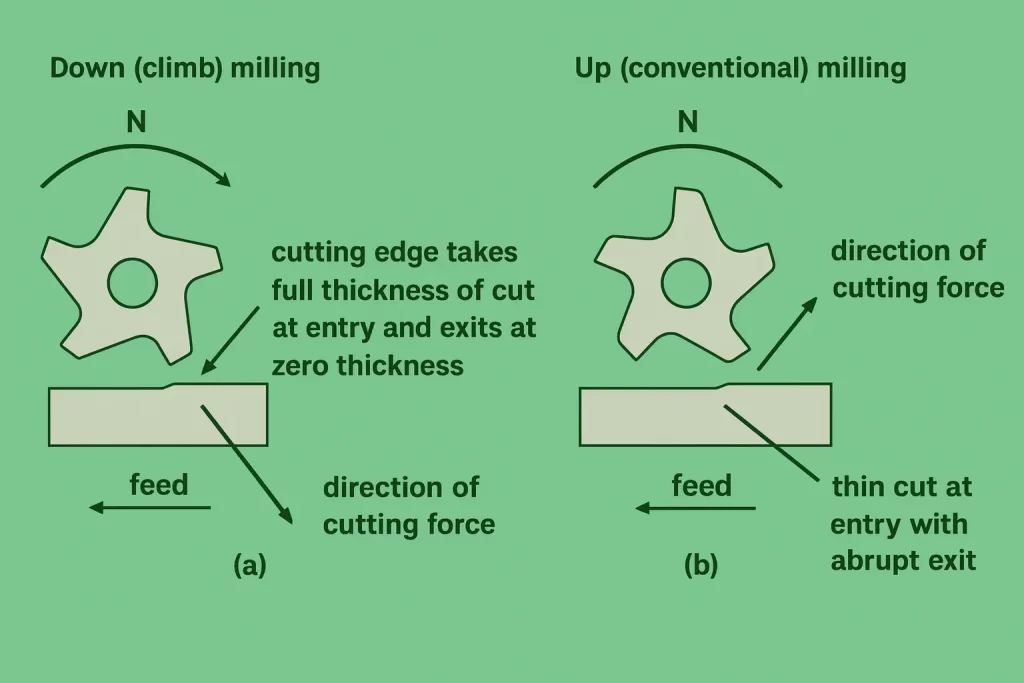
The basic difference in climb milling and conventional milling is the rotation of the cutter rolls. In climb milling, The milling cutter rolls with the feed. It pushes the workpiece against the table. In conventional milling, the cutter rolls against the feed. It pulls the workpiece up from the table.
One method saves you money, the other costs you time.
What Is Climb Milling
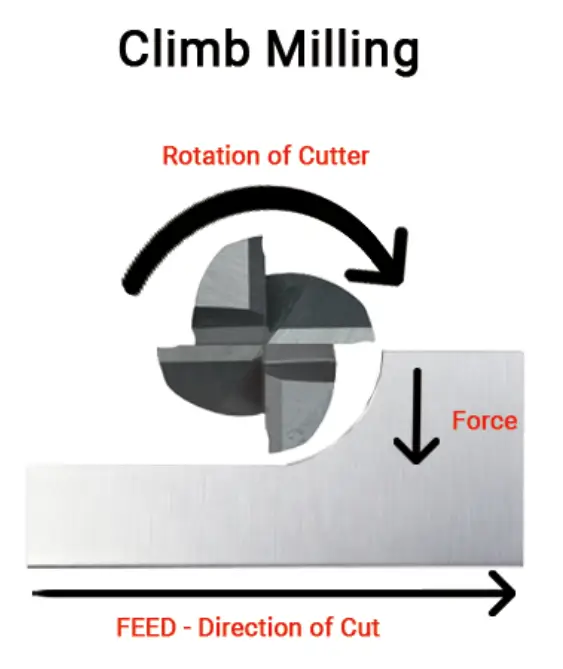
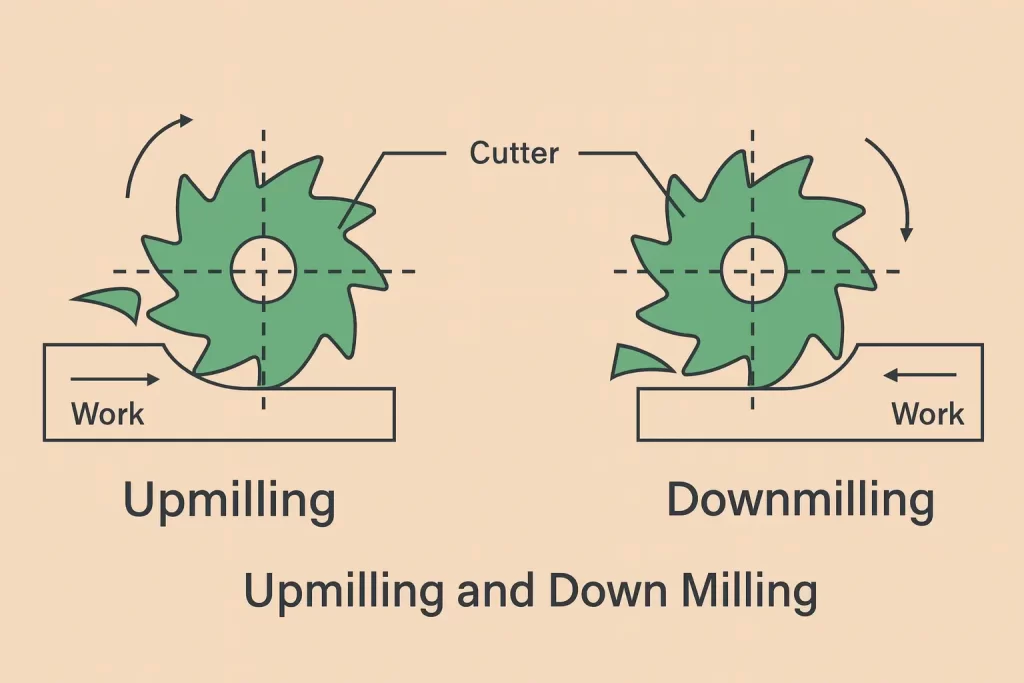
First, you need to understand that your tool rotates in the same direction as the feed. That describes climb milling. People also call this down milling because the cutter descends onto the material. Chip thickness starts at its maximum and tapers to zero. The cutter bites hard at the entry point, and releases clean at the exit. Chips fall behind your tool, rather than in front of it.
What Is Conventional Milling
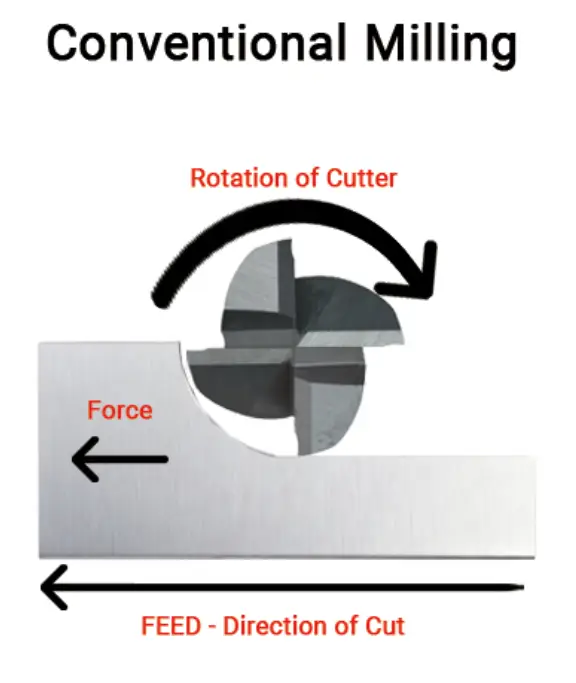
In turn, conventional milling resists the feed direction. The cutter rotates against the workpiece movement, thus cutting upward. People also call this up milling for this specific reason. Chip thickness starts at zero, building to its maximum. Your tool rubs before it cuts. Chips then get pushed forward into the cutting path.
Advantages Of Climb Milling
Consequently, climb milling triumphs on almost every technical metric. Next, you should explore the details below.
Superior Surface Finish
Climb milling produces smoother surfaces than conventional milling. The thick-to-thin chip formation minimizes tool deflection upon exit. No chip recutting happens because chips evacuate behind the cutter. You would rather run your finger across both surfaces. You prefer the climb finish every time.
Extended Tool Life
Tools last 40-50% longer with climb milling. Heat stays within the chip, not the tool. Less friction consequently means less wear on the cutting edges. The gradual chip thinning reduces stress on the tool throughout the entire cut. Your tooling budget will thank you.
Reduced Cutting Forces
Downward forces from climb milling stabilize your workpiece against the table. Simpler fixtures perform fine. Furthermore, less clamping pressure is necessary. Your spindle works less hard; therefore, bearings last longer. Power consumption drops compared to conventional milling.
Better Chip Evacuation
Chips fall away from your cutting zone in climb milling. No chance of recutting chips exists. In addition, no chip buildup on your part surface occurs. This results in cleaner operation, and better visibility of your cut. The chance of scratching your finished surface decreases.
Lower Heat Generation
Since chip width decreases gradually, heat leaves with the chip. Your workpiece remains cooler. Temperature sensitive materials machine better with climb milling. Thermal expansion stays minimal. Tolerances hold tighter.
Disadvantages Of Climb Milling
Climb milling demands rigid machines and proper setup. If you get the setup wrong, bad things happen fast.
Backlash Issues
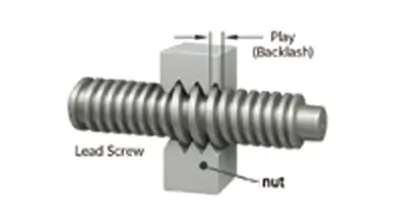
The pulling action of climb milling exposes any backlash present in your machine. Play in the leadscrew gets amplified. On machines with backlash, the tool grabs and pulls the table, creating dangerous situations. Older manual mills almost always have backlash problems. Finally, make sure to check for backlash before you climb mill.
Workpiece Stability Requirements
Climb milling pulls your workpiece toward the cutter. However, inadequate clamping leads to workpiece movement. Part shifts during the cut equal scrap parts. You need robust fixturing. Light workholding simply will not cut it.
Initial Tool Impact
Maximum chip thickness at entry creates high initial cutting forces. This overloads less rigid machines. Tool breakage risk increases with improper setup. This method is not ideal for interrupted cuts or rough surfaces.
Advantages Of Conventional Milling
Conventional milling shines where climb milling fails. Older machines, hard materials, or sketchy setups benefit.
No Backlash Problems
Conventional milling eliminates backlash concerns. The cutting force pushes against table movement, rather than with it. This operation is safe for older machines with worn leadscrews. Manual mills prefer conventional for this reason alone.
Better For Hard Materials
Gradual chip buildup handles hard materials better. Cast iron, hardened steel, and materials with surface scale all benefit. The thin-to-thick engagement prevents tool shock. Your cutter does not take a beating at entry.
Greater Control
The tool deflects away from your workpiece in conventional milling. Unintended deep cuts become less likely. The process is more forgiving of setup errors. It is better for roughing operations where precision matters less.
Stable On Light Machines
Hobby machines and lightweight setups handle conventional milling better. This operation results in less vibration, and more predictable behavior. Your Bridgeport clones prefer conventional. Modern CNC machines do not care as much.
Disadvantages Of Conventional Milling
Conventional milling costs you in tool life and finish quality. You must accept these tradeoffs when necessary.
Excessive Tool Wear
The rubbing action before cutting generates massive heat. Heat goes into your tool, not the chip. Tools dull faster, and need replacement sooner. Friction wears cutting edges prematurely. Your tool costs will increase.
Poor Surface Finish
Tool and workpiece deflection create rougher surfaces. Chips get recut as they are pushed forward. Surface quality suffers compared to climb milling. Finishing passes with conventional milling need more work afterward.
Work Hardening
The rubbing action work hardens your material surface. Each pass makes the next one harder to cut. Stainless steel and nickel alloys really hate conventional milling. You are fighting yourself with every cut.
Higher Cutting Forces
Upward forces require stronger workholding. This means more clamping, and more complex fixtures. The risk of the workpiece lifting during the cut increases. Your setup time increases.
Major Differences Between Climb Milling And Conventional Milling
The cutting direction changes everything: chip formation, forces, finish, tool life.
Chip Formation Pattern
Climb milling forms chips from thick to thin. Conventional milling forms chips from thin to thick. This single difference cascades into every other characteristic. The location of the maximum chip thickness determines heat flow, force direction, and surface quality.
Cutting Force Direction
Climb milling forces go downward, stabilizing your workpiece. Conventional forces go upward, lifting your part. Fixture design changes completely based on the force direction. Finally, make sure to plan accordingly.
Tool Engagement Mechanics
Climb milling enters at maximum engagement, and exits clean. Conventional milling rubs, then cuts, building to maximum. You should choose between entry shock versus gradual buildup based on material hardness and machine rigidity.
What factors should you consider when choosing between Climb and Conventional Milling?
Your machine decides first. After that, the material decides. Finally, finish requirements matter.
Machine Tool Capabilities
First, you need to check for backlash. Wiggle your table by hand. If it moves, use conventional milling. Do you have a modern CNC with ballscrews? You prefer climb all day. Manual mills? Probably conventional unless you have backlash eliminators.
Material Properties
Soft materials? You prefer climb milling. Hard materials? You prefer conventional milling. Materials with scale or rough surfaces? You would rather use conventional for the first pass, and climb for the finish. Temperature sensitive materials? You prefer climb to reduce heat.
Surface Finish Requirements
Do you need a mirror finish? Use climb milling only. A rough cut for welding prep? Conventional works fine. Finishing passes always benefit from climb if your machine allows it.
Workpiece Stability
Light parts need climb milling’s downward forces. Heavy parts handle conventional’s upward forces. Thin walls deflect less with climb. Rigid castings tolerate conventional.
Cut Depth And Width
When cutting half the cutter diameter or less, climb mills better. Full slotting? Both methods work similarly. Light finishing passes show the biggest difference between the methods.
When To Use Climb Milling
You should use climb milling on modern machines with rigid setups. Second, use it for finishing operations. Third, use it on aluminum and soft materials. Then, use it any time surface finish matters. Moreover, use it for production runs where tool life impacts costs. Finally, make sure to use it for CNC operations with backlash compensation.
When To Use Conventional Milling
You would rather use conventional milling on machines with backlash. In turn, use it for manual milling operations. Next, use it on hard materials with surface scale. After that, use it for first passes on rough castings.
Also, use it when your setup lacks rigidity. Furthermore, use it for interrupted cuts on tough materials. Finally, make sure to use it on old machines without backlash elimination.
Best Practices For Climb Milling And Conventional Milling
First, you need to test your machine. Cut test pieces both ways. Measure the surface finish. Check tool wear after 20 parts. Your machine tells you what works. Listen to it.
Use sharp tools regardless of the method. Dull tools amplify every problem. Monitor cutting sounds. A change in tone means something changed. Stop and check.
Secure your workpiece better than you think necessary. Climb milling pulls, conventional lifts. Either way, movement equals scrap.
Apply cnc coolant correctly. Climb milling needs coolant to carry heat away. Conventional needs it to reduce friction. You should not skip coolant to save time.
The Bottom Line
Climb milling is better than conventional milling on technical merits. It offers better finish, longer tool life, and lower heat. But backlash kills these advantages instantly. Modern machines prefer climb. Old machines demand conventional. Test both on your setup. Because you know that results matter more than theory.





