 Ir al contenido
Ir al contenido Fresado por escalado frente al fresado convencional: diferencias, riesgos y cuándo utilizar cada uno
En cuanto al fresado ascendente frente al convencional, empieza con el fresado ascendente en una máquina CNC rígida con holgura controlada, una sujeción segura de la pieza, una fresa adecuada y material en buen estado. Empieza con el fresado convencional en una máquina más antigua o manual cuando el juego pueda provocar que el eje se desplace por sí solo, o cuando la fresa deba penetrar a través de una capa dura o la superficie exterior del material. Esa es la respuesta útil, pero solo funciona una vez que se comprende qué lado de la fresa está en contacto con el material y hacia dónde se dirigirá la fuerza de corte.
El “Climb” no es automáticamente «profesional» y lo convencional no es obsoleto. Generan virutas en direcciones opuestas, las colocan de forma diferente y cargan el sistema máquina-pieza de manera distinta. Esas diferencias afectan al acabado, al roce, al calor, a la sujeción de la pieza, a la desviación de la herramienta y a la seguridad.

La diferencia empieza ya en la fabricación del chip
Estos nombres describen la relación entre la rotación de la fresa y el avance en el filo de corte activo.
En el fresado ascendente, también denominado fresado descendente, la superficie de la fresa en el punto de contacto se desplaza en la misma dirección que el avance. Un diente penetra con un espesor de viruta máximo o cercano a este, y la viruta se va haciendo más fina a medida que el diente sale.
En el fresado convencional, también denominado «fresado ascendente», la superficie de la fresa en el punto de contacto se desplaza en sentido contrario al avance. Un diente comienza con un espesor de viruta casi nulo, roza o ara hasta que empieza a cortar, y la viruta se hace más gruesa a medida que se acerca a la salida.
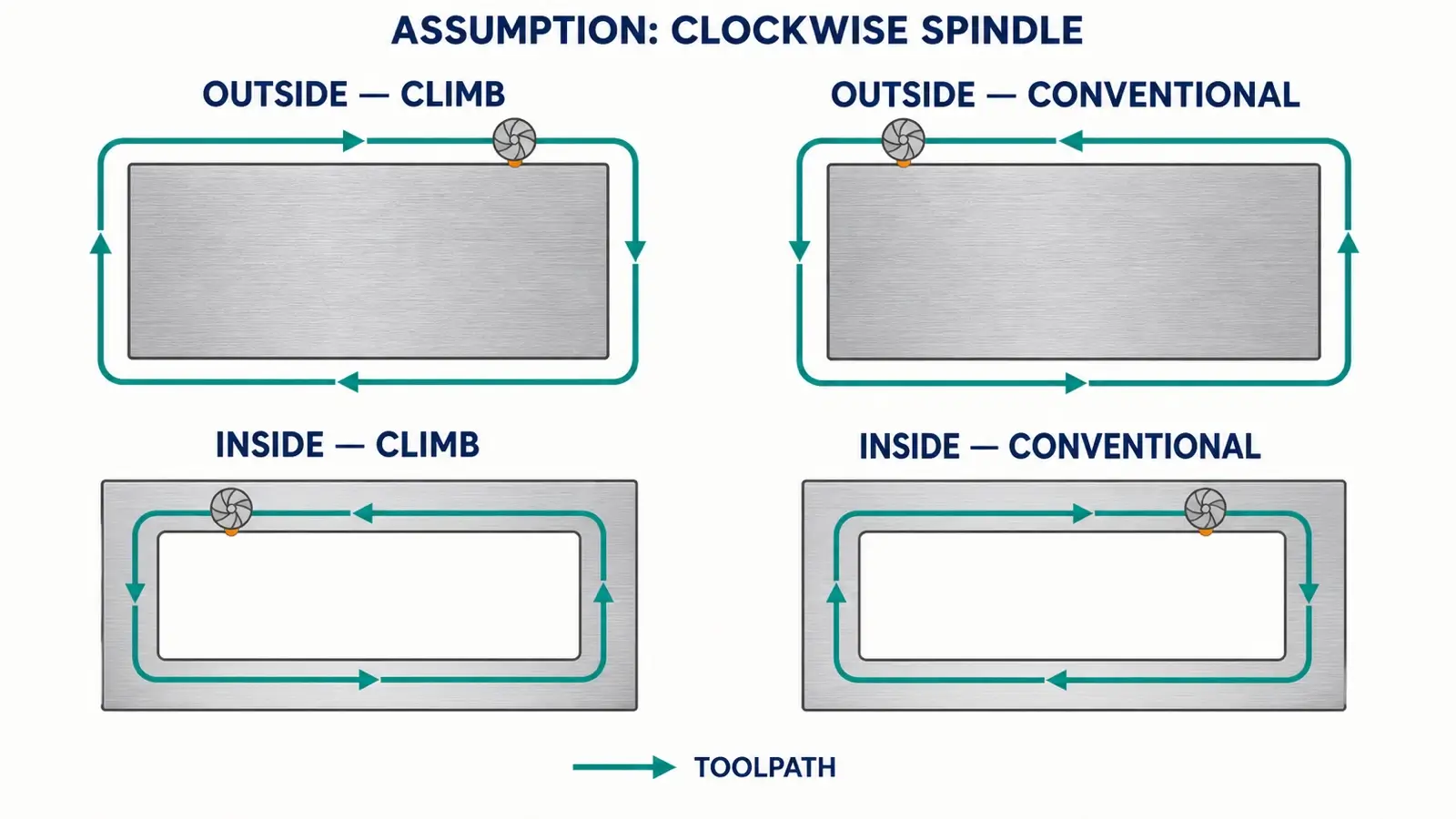
No definas los métodos como “en el sentido de las agujas del reloj frente a en sentido contrario a las agujas del reloj”. Una fresa de mano derecha estándar puede mantener la misma rotación del husillo mientras cambia la dirección de la trayectoria de la herramienta alrededor de la pieza. En un contorno externo, al invertir la dirección de la trayectoria se intercambian los sentidos ascendente y convencional. En un contorno interno, la dirección física de desplazamiento que produce el sentido ascendente se invierte con respecto a la pared exterior.
La distinción entre «de grueso a fino» y «de fino a grueso» es lo que determina en gran medida la comparación. El sistema «Climb» aplica la carga sobre el diente de forma más brusca en la fase de entrada. El sistema convencional desarrolla la fuerza de forma más gradual, pero pasa la mayor parte de la fase de entrada con un espesor de viruta muy reducido.
Para determinar la dirección en una trayectoria real, detente en un punto de la pared y dibuja el cortador como si fuera un círculo. Marca la velocidad superficial local de la ranura en contacto con la rotación del husillo y, a continuación, marca la dirección de avance. Si las dos flechas apuntan en la misma dirección en el punto de contacto, la pasada es ascendente. Si apuntan en direcciones opuestas, es convencional. Repite esta comprobación cada vez que la herramienta se desplace de una pared exterior a una interior; la respuesta cambia incluso cuando la rotación del husillo no lo hace.
Este método local también evita un error habitual en el mecanizado con CAM. La trayectoria del centro de la herramienta puede parecer que gira en el sentido de las agujas del reloj en la pantalla, mientras que el filo de corte activo se comporta de forma diferente, ya que la trayectoria es interna y no externa. La dirección viene determinada por el contacto entre la fresa y la pieza, y no por la orientación aparente de la forma global.
Comparación entre el fresado «Climb» y el fresado convencional de un vistazo
| Dimensión | Fresado ascendente | Fresado convencional | Implicaciones de la decisión |
|---|---|---|---|
| Movimiento dental en el momento del acoplamiento | Se desplaza con la alimentación | Movimientos en contra de la corriente | Identifica el lado en movimiento, no solo la rotación del husillo |
| Espesor de la viruta | Alcanza su máximo al inicio y luego va disminuyendo | Empieza cerca de cero y luego va aumentando | La técnica «Climb» reduce la fase inicial de bajo espesor; la técnica convencional suaviza el inicio de la fuerza. |
| Colocación de chips | Tiende a dejar virutas detrás de la fresa | Tiende a arrastrar las virutas hacia la zona situada delante de la fresa | El método convencional puede aumentar el riesgo de tener que volver a realizar la incisión si la evacuación es deficiente |
| Tendencia de la fuerza en el modelo periférico común | Junta la cuchilla y la pieza de trabajo e incluye una componente descendente | Se opone a la alimentación e incluye un componente al alza | La escalada requiere un control de la reacción; las exigencias convencionales requieren una sujeción de la pieza que impida el levantamiento. |
| Acabado típico en máquinas CNC homologadas | A menudo, la primera opción | Puede que se produzcan astillas o que haya que volver a cortar, pero aún así podría resolver un problema concreto de estabilidad. | Considera el acabado como una indicación provisional, no como una garantía |
| Límites de la máquina | Ideal para movimientos rígidos con holgura controlada | Punto de referencia más seguro cuando los tornillos de alimentación tienen holgura o el eje puede alimentarse por sí solo | El estado de la máquina puede contrarrestar cualquier otra ventaja |
| Excepción de la capa superficial | El diente incide en la capa exterior con un gran espesor de viruta | El diente puede salir por debajo de la capa superficial | La piel áspera o endurecida puede facilitar la entrada convencional |
Las descripciones de las fuerzas se basan en las tendencias del modelo periférico/horizontal documentado. La hélice, el acoplamiento, el contorno lateral, el soporte, la saliente y la geometría de la pieza de trabajo modifican la carga tridimensional completa. Utiliza la tabla para orientar la elección y, a continuación, evalúa la configuración real.
¿Por qué la escalada suele ser el punto de partida del CNC?
Las máquinas CNC modernas suelen controlar el movimiento de los ejes mediante sistemas precargados o compensados que minimizan la pérdida de movimiento. En esas condiciones, el fresado ascendente ofrece varios mecanismos útiles.
En primer lugar, la fresa comienza cortando una viruta real, en lugar de penetrar con un espesor prácticamente nulo. Esto reduce la fase de roce asociada a la penetración convencional. En materiales propensos al endurecimiento por deformación o al vitrificado de los bordes, un menor roce puede resultar importante.
En segundo lugar, las virutas tienden a quedarse detrás de la fresa en lugar de depositarse delante del siguiente diente. Una mejor separación de las virutas reduce la probabilidad de que se produzca un recorte, aunque el aire, el refrigerante y el espacio de la ranura siguen siendo factores determinantes para que las virutas salgan realmente de la zona de corte.
En tercer lugar, la tendencia común de la fuerza puede empujar la pieza hacia su soporte en lugar de levantarla. En una placa bien apoyada o en una operación de acabado de suelos, esa dirección puede resultar útil. Sin embargo, no compensa una sujeción débil y puede resultar perjudicial si la fuerza dobla una pared delgada hacia la herramienta.
En cuarto lugar, la combinación de un menor roce y un menor recorte de virutas suele ofrecer una ventaja en cuanto al acabado superficial en el fresado ascendente con equipos CNC homologados. Un caso práctico documentado en un taller con aluminio 6061 describe un lado fresado con fresado ascendente limpio y virutas incrustadas en la superficie fresada de forma convencional. Se trata de una descripción útil del fallo: apunta al flujo de las virutas y al recorte de las mismas. No es una prueba de que todos los cortes en aluminio deban realizarse con fresado ascendente.
El desbaste y el acabado siguen planteando cuestiones diferentes. En el desbaste, la estabilidad del contacto, la evacuación de virutas y la carga de la herramienta pueden ser factores determinantes a la hora de elegir. En el acabado, el acabado superficial y la dirección de la recuperación elástica cobran mayor importancia, ya que una pequeña desviación puede traducirse en un error final en la pared. Es recomendable realizar el desbaste en la dirección que mantenga la estabilidad del proceso, dejar un margen de material controlado y determinar la dirección de acabado por separado, en lugar de forzar una única dirección para realizar ambas tareas.
Utiliza «ascender» como dirección inicial cuando se cumplan todas estas condiciones:
- se controla el juego del eje;
- el comportamiento del servo y del motor es correcto;
- el portaherramientas, el husillo, la herramienta y el sistema de sujeción de la pieza de trabajo son lo suficientemente rígidos para soportar la carga inicial;
- la carne no presenta una capa dura ni una piel de origen desconocido;
- la evacuación de virutas mantiene la zona de corte limpia;
- CAM ofrece una orientación coherente en la que el acabado es fundamental.
El retroceso es el límite de seguridad estricto
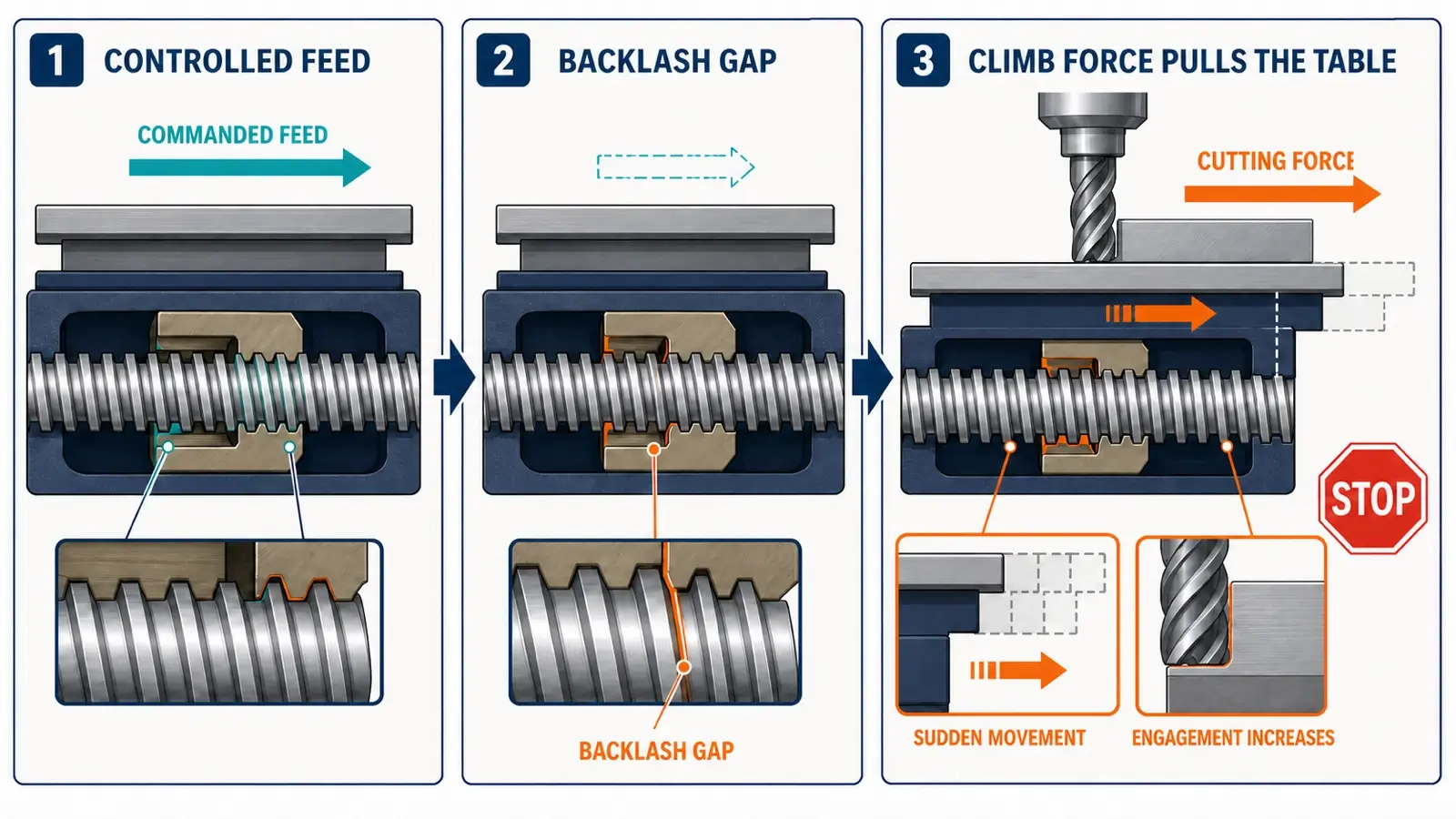
El juego es el movimiento perdido que se produce entre una orden o el movimiento del volante y la respuesta real del eje. En un husillo y una tuerca desgastados, la dirección puede invertirse en una zona en la que el husillo gira, pero la mesa aún no se ha desplazado de forma positiva.
La fuerza de corte de avance actúa en la dirección de avance. Si esa fuerza puede desliza la mesa a través del juego de la caja de engranajes, la fresa puede ejercer de repente una presión mayor de la indicada. El eje ya no se controla únicamente mediante el husillo; el propio corte contribuye a su desplazamiento. Las descripciones de este fenómeno en los talleres son muy directas: la fuerza que se ejerce sobre el volante disminuye a medida que el corte comienza a alimentarse por sí solo; a continuación, la mesa puede dar un salto, astillar la herramienta, dañar la pieza o poner en peligro al operario.
La fuerza convencional se opone al avance. En la misma máquina manual desgastada, esa resistencia tiende a mantener el tornillo y la tuerca apretados contra un lado del juego. Por eso, el sistema convencional ha sido tradicionalmente la referencia para las máquinas que carecen de un control fiable del juego.
No existe un valor universal de holgura que garantice la seguridad. El riesgo varía en función del diámetro de la fresa, el número de canales, el contacto radial, la profundidad, el material, la hélice, el afilado, la resistencia de la mesa, el estado del tornillo de avance y el control del operario. Un valor medido bajo no garantiza la seguridad en un corte intenso, y el hecho de que una pasada ligera anterior haya salido bien no demuestra que una pasada más profunda vaya a comportarse de la misma manera.
La compensación por software y el control mecánico no son lo mismo. Es posible que un sistema de control corrija la posición solicitada cuando un eje invierte el sentido de movimiento, pero ese ajuste por sí solo no demuestra que la fuerza de corte no pueda arrastrar un sistema mecánico suelto a través del juego. La cuestión relevante es si el accionamiento mantiene el eje bajo control positivo durante todo el corte previsto.
Esto también explica por qué los consejos no se pueden aplicar fácilmente de una máquina “tipo Bridgeport” a otra. Dos máquinas pueden presentar un juego del indicador similar, pero diferir en cuanto a la fricción de guía, el estado del husillo, la masa de la mesa y la carga que ejerce el corte sobre el eje. La validación debe realizarse para cada máquina y operación concretas.
Antes de realizar el fresado en espiral con una máquina manual o poco precisa:
- medir y comprender el movimiento perdido de cada eje;
- comprobar si la máquina cuenta con un eliminador de holgura eficaz o un accionamiento precargado;
- comprobar si el eje se puede desplazar a través del volante bajo carga de corte;
- utilizar los bloqueos de la mesa o arrastrar únicamente según el método de funcionamiento adecuado de la máquina;
- Evita utilizar un corte de producción como experimento para descubrir la autoalimentación.
Si el volante se vuelve inesperadamente ligero, el eje se acelera o el acoplamiento aumenta sin que se haya dado la orden correspondiente, detén la máquina. No sigas “avanzando” para ver si se estabiliza.
Cuando el fresado convencional es una elección deliberada
La reacción negativa es la razón más evidente, pero no la única.
Una fundición rugosa, un borde cortado a la llama, la cascarilla de laminación o una capa exterior endurecida pueden favorecer la penetración convencional. En el corte ascendente, el diente entra en contacto con la capa exterior en el extremo más grueso de la viruta, con el material situado detrás de esa capa como soporte. En el corte convencional, el diente puede comenzar en el material subyacente más blando y acercarse a la capa superficial cerca de la salida. La ventaja exacta depende del estado de la superficie y de la fresa, pero supone una verdadera excepción a la regla general del corte ascendente en material limpio.
El método convencional también puede resultar útil cuando la carga repentina de entrada en la subida excita un sistema flexible. Dado que el espesor de la viruta se acumula partiendo de un valor cercano a cero, la aparición de la fuerza es más gradual. Esto no significa que el método convencional esté intrínsecamente libre de vibraciones: el roce en la entrada y la fuerza ascendente pueden generar otro tipo de inestabilidad. Significa que la dirección es una variable de diagnóstico válida cuando la configuración reacciona mal a la entrada en la subida.
Algunos operarios utilizan una pasada convencional controlada con resorte o una pasada de acabado para influir en la dirección de la deflexión. Considera esto como una técnica específica para cada geometría, no como una fórmula fija. El lado de la pared, la dirección de la trayectoria de la herramienta, el material restante y la flexión de la herramienta determinan si el borde corta hacia la superficie objetivo o en dirección opuesta a ella.
Ciertas fresas y operaciones también requieren instrucciones específicas. En el caso de las sierras de corte longitudinal, las fresas para ranuras de chaveta, las herramientas de conformado y las superficies con irregularidades, se deben seguir los procedimientos indicados por el fabricante de la herramienta y del máquina. No se debe aplicar de forma generalizada una regla válida para fresas periféricas a todos los cuerpos de fresa.
La fuerza de corte es un vector, no un eslogan
“La escalada empuja hacia abajo; el ascensor convencional, hacia arriba” solo sirve como punto de partida.
La fresa está sometida a componentes de fuerza tangenciales y radiales. Una ranura helicoidal añade un componente axial. La dirección en la que dichos componentes hacen que la herramienta y la pieza de trabajo se doblen depende del lado en contacto y de la dirección local de la trayectoria de la herramienta.
En el caso de un suelo delgado, una fuerza hacia abajo puede sostener el material si este descansa firmemente sobre un soporte. Si hay una cavidad debajo, esa misma fuerza puede provocar la flexión del suelo. Una fuerza hacia arriba puede levantar la chapa de sus soportes o empujarla contra una abrazadera. Ninguna de estas indicaciones sustituye a la comprobación de la dirección del soporte.
En el caso de una pared delgada, hay que determinar si la fuerza radial empuja la pared alejándola de la herramienta o si la atrae o la dobla hacia ella. A continuación, hay que tener en cuenta cómo la deflexión de la herramienta desplaza el filo de corte. Una trayectoria de desbaste puede dejar material intencionadamente y elegir la dirección que reduzca el riesgo de hendiduras; una trayectoria de acabado puede invertir la dirección en la pared opuesta para mantener constante el efecto de la deflexión.
En el caso de una sujeción débil, la tendencia al alza del mecanismo convencional puede suponer un grave problema. La fuerza de tracción del mecanismo de subida también puede desplazar la pieza si el dispositivo de sujeción no resiste la carga horizontal. Asegura la pieza contra todas las componentes significativas de la fuerza, no solo contra la elevación vertical.
En el caso de herramientas con gran saliente, diámetro pequeño o forma esbelta, la dirección que teóricamente ofrece la mejor salida de viruta puede seguir dando lugar a un control dimensional deficiente si predomina la deflexión radial. Es mejor reducir la causa —el saliente, el contacto, la rigidez o una geometría inadecuada— en lugar de esperar que la dirección por sí sola solucione el problema.
La geometría de la herramienta sigue siendo importante
La dirección de corte no determina el espacio entre las ranuras, la hélice, el recubrimiento ni la preparación del filo. Una pasada convencional con una excelente evacuación puede ofrecer mejores resultados que una pasada ascendente en la que se acumulan las virutas, y una pasada ascendente no puede convertir una herramienta de ranuras altas diseñada para acero en una herramienta ideal para una ranura de aluminio.
Confirmar:
- fresa de giro a la derecha o a la izquierda y rotación del husillo;
- geometría de corte ascendente, descendente o de compresión, cuando proceda;
- número de estrías y volumen de la ranura de la lengüeta;
- tendencia helicoidal y de fuerza axial;
- nitidez de los bordes y estado de las esquinas;
- desviación, estado del soporte y saliente;
- compatibilidad entre el recubrimiento y el material de trabajo;
- ya sea que se trate de ranurado, fresado lateral, refrentado o perfilado.
En fresa de metal duro monobloque Se puede utilizar para explorar las familias de fresas durante la planificación de la operación. Esto no garantiza que una geometría, un recubrimiento o una dirección concretos sean los adecuados para el corte; compruebe los datos exactos del producto.
Para el ranurado y el perfilado periférico, un fresa plana de punta cuadrada de metal duro es un aspecto geométrico que hay que evaluar junto con el material, el acoplamiento y la evacuación de virutas.
Hay que diferenciar el “fresado descendente” de una “fresa de corte descendente”. El primero describe la dirección de avance con respecto a la rotación de la fresa. El segundo describe la geometría de las ranuras y la dirección axial de la viruta y la fuerza. Confundir ambos términos puede dar lugar a una trayectoria de herramienta que, aunque esté correctamente etiquetada, se comporte de forma diferente a lo que esperaba el programador.
Contornos internos, contornos externos, ranuras y dirección CAM mixta
En un contorno exterior con una fresa estándar de corte a la derecha, una dirección de avance produce un corte ascendente en la pared exterior; al invertir el avance, se produce un corte convencional. En la pared de un hueco interior, la relación se invierte. Programa la operación en función del lado de contacto y la dirección del husillo, en lugar de memorizar que “en sentido horario es corte ascendente”.”
En una ranura de ancho completo, un lado de la fresa es ascendente, mientras que el lado opuesto es convencional. El corte no puede clasificarse como puramente uno u otro. La evacuación de virutas, el número de canales, el equilibrio de la fuerza radial y la deflexión de la herramienta se convierten en parámetros de control más útiles que la simple clasificación por dirección.
Durante las trayectorias adaptativas o trocoidales, el contacto se desplaza alrededor de la fresa. El CAM suele mantener una dirección determinada en el lado activo, pero las transiciones de entrada, de enlace y en las esquinas pueden modificar la carga local. Comprueba la trayectoria de la herramienta generada en lugar de fiarte únicamente del nombre de la operación.
El CAM de dirección mixta alterna el corte ascendente con el convencional para reducir el recorrido sin corte. Puede resultar útil en el desbaste, donde la eficiencia del movimiento es más importante que la uniformidad de las marcas de corte. En el acabado, la alternancia de direcciones puede provocar cambios visibles en la textura, la carga y la deflexión. Si la superficie es importante, suele ser más fácil cumplir los requisitos con una pasada uniforme en una sola dirección.
Revisa los tramos iniciales y finales como parte de esa decisión. Es posible que se haya definido un contorno final ascendente, pero un movimiento de enlace automático puede tocar la pared de forma convencional antes del paso principal o dejar una marca en el punto de entrada. Coloca la fresa donde la superficie lo permita, comprueba que la fresa alcance un acoplamiento estable antes de llegar a la pared crítica e inspecciona la simulación en las esquinas y las zonas estrechas, en lugar de limitarte al segmento recto más largo.
Cuando el sistema CAM ofrezca opciones como “mantener la herramienta en la pieza”, “trayectoria más corta” u otras optimizaciones similares, comprueba si está permitido invertir el sentido de corte. Ahorrar un movimiento de retirada puede resultar útil, pero no debe sacrificar sin más una estrategia de acabado adecuada.
Los movimientos de mecanizado de repaso y limpieza merecen la misma atención. Una zona residual minúscula puede generar un contacto local mucho mayor que la trayectoria principal. El hecho de que el CAM lo denomine «ascendente» no significa que la carga de entrada sea inofensiva.
Comprueba la dirección antes de modificar cada parámetro
Si el fresado convencional deja una superficie manchada o con marcas de virutas, comprueba por dónde salen las virutas y si el diente siguiente las vuelve a cortar. Mejora la evacuación, comprueba la formación de virutas y compara con una pasada ascendente controlada si la máquina cumple los requisitos.
Si la fresa se atasca o el eje da un salto, considéralo un problema de holgura o de control de movimiento. Detén el corte. No lo solucione reduciendo la velocidad de avance hasta que el movimiento parezca menos brusco; un mecanismo de avance automático sigue siendo peligroso.
Si el modo «climb» vibra al inicio, pero el modo «conventional» se mantiene estable, comprueba la rigidez, el acoplamiento y la entrada brusca de virutas gruesas. Reduce la condición desestabilizadora y vuelve a realizar la prueba modificando una variable cada vez. No concluyas que el modo «conventional» es globalmente superior basándote únicamente en una configuración flexible.
Si una pared delgada se estrecha o se comba, determina la fuerza radial y la dirección de la deflexión de la herramienta en ese lado concreto. Compara el material de desbaste y de acabado, la dirección de la trayectoria de la herramienta y el soporte. Invertir la pasada puede desplazar el error en lugar de eliminarlo.
Si el acabado es deficiente en ambas direcciones, es posible que la dirección no sea la causa principal. Comprueba la excentricidad, el desgaste de los filos, la acumulación de material, el recorte de virutas, el estado del portaherramientas, la proyección, la sujeción de la pieza, el suministro de refrigerante y si realmente se está alcanzando la carga de viruta programada.
Si el proceso convencional provoca un desgaste rápido o un borde con aspecto pulido, es posible que la entrada, cuyo grosor es prácticamente nulo, esté rozando. Comprueba el avance por diente y el estado del borde antes de limitarte a aumentar la velocidad.
Si la perforación daña una superficie escamada o astilla el borde al penetrar, comprueba si el problema principal radica en la capa exterior y si es más adecuado realizar una perforación convencional o una operación independiente de eliminación de la escama.
Registra cada prueba indicando la dirección, el lado de contacto, el contacto radial y axial, las revoluciones por minuto (RPM), el avance, la herramienta, la proyección, el estado del material y el síntoma observado. Cambia una variable cada vez. De lo contrario, un mejor acabado no te permitirá determinar si se debe a la dirección, a la evacuación o a un cambio simultáneo de parámetros.
Conclusión
El fresado ascendente suele ser el punto de partida habitual en una máquina CNC rígida con holgura controlada, material en buen estado, sujeción segura de la pieza y geometría adecuada. El fresado convencional es la opción deliberada cuando la holgura puede provocar que el eje se desplace por sí solo, cuando una capa superficial dura modifica la entrada del diente o cuando el comportamiento real de inicio de la fuerza y la deflexión lo favorecen.
Toma tus decisiones basándote en la máquina y el corte, no en un eslogan. Identifica el lado en contacto, sigue la trayectoria de la viruta desde la entrada hasta la salida, calcula la fuerza que se aplica a la herramienta y a la pieza, y detén la máquina inmediatamente si el movimiento ascendente empieza a desplazar un eje más allá del avance programado.





