 Zum Inhalt wechseln
Zum Inhalt wechseln PKD-Spanbrecher-Einsätze
Stop Stringy Chips from Halting Your Production
Are “bird’s nests” (long, stringy chips) scratching your high-value parts or clogging your automated chip conveyors?
Standard PCD inserts often fail to break chips in sticky materials like 6061 Aluminum or pure Copper. Sundi PCD Chip Breaker Inserts solve this problem using advanced 3D Laser Ablation technology. We carve precise chip-breaking geometries directly into the diamond layer, forcing chips to curl and break into manageable pieces—guaranteeing process security for automated and unmanned cells.
Ideal Applications for Controlled Chips
Sundi PCD Chip Breaker Inserts are essential for specific scenarios where chip evacuation is the main bottleneck.
Internal Boring: Chips trapped inside a bore can ruin surface finish. Our inserts break chips small enough to be flushed out by coolant.
Wrought Aluminum (6061, 2024, 7075): These materials produce long, stringy chips that flat PCD tools cannot handle.
Oxygen-Free Copper: Notorious for its sticky nature; our sharp geometries shear and break copper chips cleanly.
Automated Production Cells: Ensures 100% uptime by preventing chip wrap-around errors on loaders.


- Hohe Verschleißfestigkeit
- Reduzieren Sie die Maschinenzeit
- Stabile Leistung
- Einfach zu bedienen
Hauptmerkmale und Vorteile von PKD-Spanbrechereinsätzen
PCD (Polykristalliner Diamant) Spanbrechereinsätze sind Zerspanungswerkzeuge, die mehrere Eigenschaften und Vorteile bei der Metallbearbeitung bieten, darunter:
- Sanfter Spanbruch ohne Beeinträchtigung des normalen Schneidens
- Hohe Effizienz und lange Lebensdauer.
- Unterstützung von Anpassungen und professioneller Prozessabwicklung
- Effektive Bewältigung der Probleme des Spänewickelns und des Spankratzens auf der Werkstückoberfläche in automatisierten Produktionslinien
- Sanftere Spanabfuhr bei der Bearbeitung von Innenlöchern, um hohe Anforderungen an die Bearbeitungsoberfläche zu erfüllen
- Verhindern Sie Werkzeugschäden, Werkzeughalterbruch und Werkstückabfälle, die durch schlechte Spanabfuhr verursacht werden.
Im Allgemeinen erfolgt die Zerspanung von PKD/PCBN-Dreheinsätzen einschneidig im Durchlaufverfahren. Wenn keine Spanbrecher-Maßnahmen ergriffen werden, brechen die geschnittenen Produkte nicht auf natürliche Weise und werden immer um das Werkstück und das Werkzeug gewickelt. In diesem Fall kann die Oberflächenqualität des Produkts nicht garantiert werden, insbesondere bei einigen Produkten, die eine relativ hohe Oberflächenglätte erfordern. Außerdem verschleißt das Werkzeug leicht, was sich auf die Lebensdauer und die Verarbeitungseffizienz auswirkt, und der abgeschnittene Produktdraht ist auch anfällig für Sicherheitsunfälle. Daher können die PKD-Spanbrecheinsätze nicht nur die Produktqualität, die Verarbeitungseffizienz und die Lebensdauer des Werkzeugs gewährleisten, sondern auch die Sicherheit des Bedieners verbessern.
Technical Specifications
| Technische Daten | |
|---|---|
| Typ | ISO Wendeschneidplatten PCD |
| Winkel | Positiv/ negativ |
| PCD-Sorte | PCD 850/ PCD 010/PCD 025/PCD302 |
| Toleranz | G/M |
| Werkstoff des Werkstücks | Aluminium und Aluminiumlegierungen Kupfer-, Messing- und Bronze-Legierungen Kohlefaser Graphit-Verbundwerkstoffe Verstärkte Kunststoffe Keramik Holz Glasfaser-Verbundwerkstoffe Faserverstärkte Kunststoffe (FRP) Wolframkarbid |
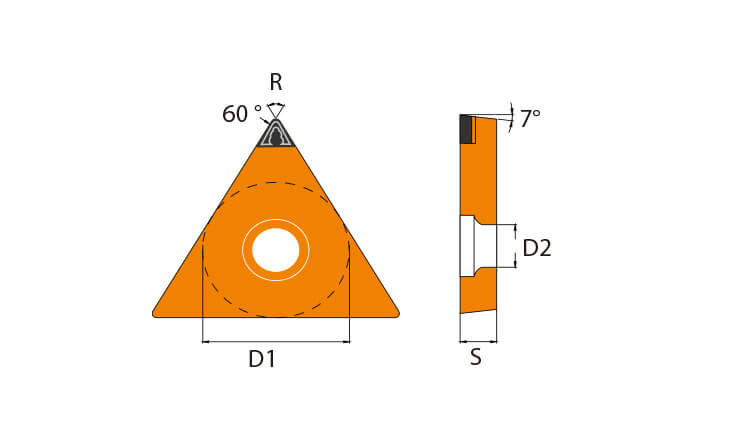
| Form | Bezeichnung | D1 [mm] | D2 [mm] | S [mm] | R [mm] |
|---|---|---|---|---|---|
 | CCGW060204 | 6.35 | 2.8 | 2.38 | 0.4 |
| CCGW09T304 | 9.525 | 4.4 | 3.97 | 0.4 | |
 | DCMW070202 | 6.35 | 2.8 | 2.38 | 0.2 |
| DCGW11T304 | 9.525 | 4.4 | 3.97 | 0.4 | |
 | TCGW090202 | 5.56 | 2.5 | 2.38 | 0.2 |
| TCGW110204 | 6.35 | 2.5 | 2.38 | 0.4 | |
 | VBGW160402 | 9.525 | 4.4 | 4.76 | 0.2 |
| VBGM160404 | 9.525 | 2.8 | 4.76 | 0.4 | |
 | WCGW040204 | 6.35 | 2.8 | 2.38 | 0.4 |
| WCMW06T304 | 9.525 | 4.4 | 3.97 | 0.4 |
Take Control of Your Chips Today
Don't let stringy chips slow down your high-speed production. Upgrade to Sundi PCD Chip Breaker Inserts for reliable, automated, and scratch-free machining.
FAQ
Die häufigsten Fragen und Antworten
A: The manufacturing process involves an additional, high-tech step: Laser Ablation. Carving hard polycrystalline diamond requires sophisticated laser equipment and time, but the investment pays off by eliminating machine downtime caused by chip tangles.
A: Generally, no. Standard PCD inserts are flat on top. In brittle materials (like high-silicon casting), the material breaks itself. But in sticky materials (like 6061 Aluminum), flat inserts produce long strings. You need a 3D chip breaker geometry for these applications.
A: It is difficult. Because the chip breaker geometry is laser-cut into the top surface, regrinding the top would destroy the geometry. We typically recommend Edgeline Reprocessing (only grinding the flank) or replacing the insert to maintain consistent chip control performance.