 Skip to content
Skip to content Blind Holes: The Expert Guide to Drilling and Tapping
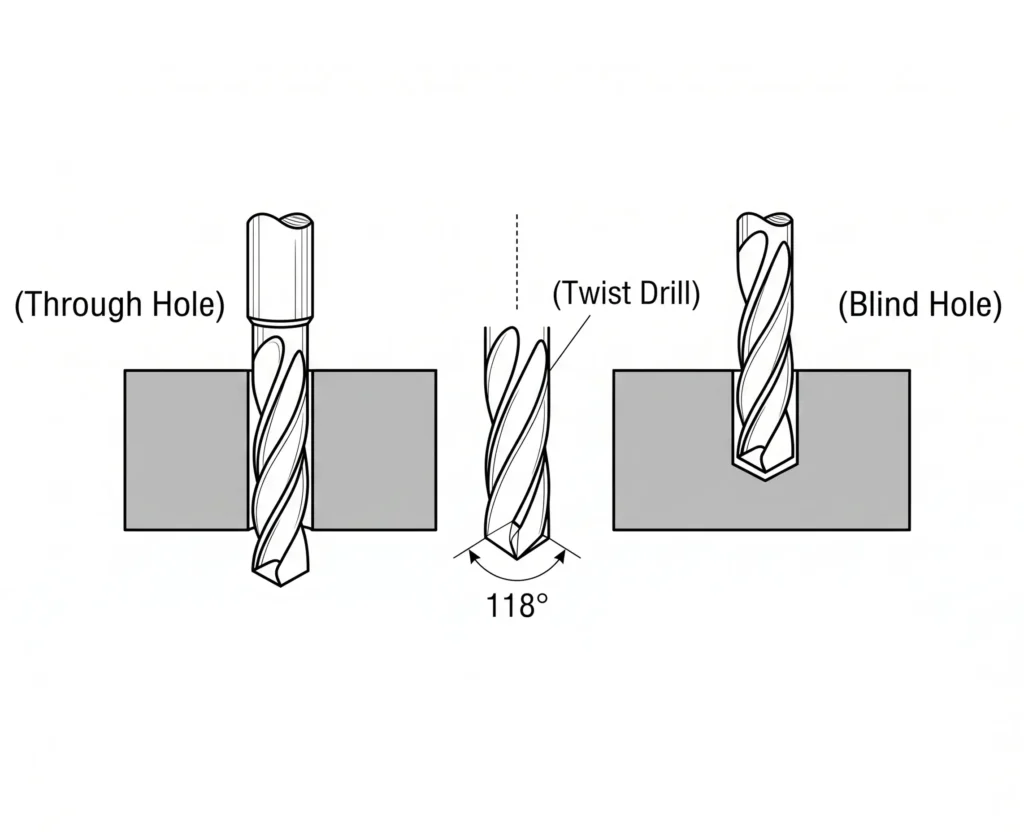
A blind hole is a hole that does not break through the opposite side of a workpiece. You find them in engines and electronics where a smooth back surface is needed. They act as a pocket for screws or pins. This guide shows you how to drill and tap them without breaking tools.
What is a Blind Hole?
First, you need to understand the basics. It just means a hole with a bottom. Unlike a through hole, you cannot see the light at the end of the tunnel. Why do we use them? It is a helpful way to keep the back of your part clean and untouched. Do you know? Most engine blocks are full of these. They allow for strong clamping without leaks.
How to Drill Blind Holes
Originally, you might think it is just like any other drilling job. Not so great. You should generally avoid just plunging in. First, of course, you must mark your center point accurately.
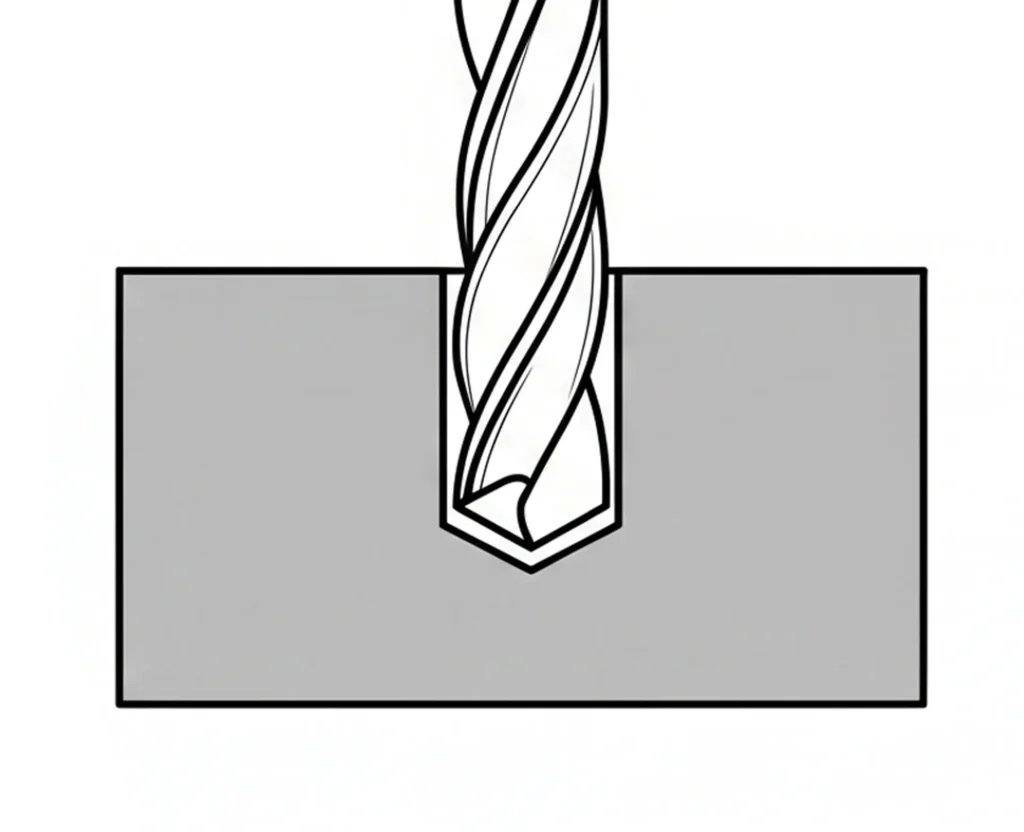
Then, you should choose your drill bit. A standard twist drill has a pointed tip. This means the bottom of your hole will be cone-shaped. You will need to account for this extra depth. Next, set your machine. On a manual mill, use the depth stop. If you are doing cnc blind holes, you will use a G83 peck drilling cycle.
This often just stops the drill from getting too hot. After a few plunges, the drill pulls back. This clears out the metal chips. After awhile, the chips can pack at the bottom and snap your bit. Best way to do this is to clear the hole often.
Managing Blind Hole Depth
How deep should you go? This can be a useful question when you are designing a part. In terms of engineering, you need to leave room at the bottom. You should be able to fit the bolt and some extra space.
- Total depth:The distance from the top to the very tip of the drill.
- Effective depth:The usable part of the hole that has the full diameter.
- Thread depth:The part that actually has threads.
Sure, you might want to save space. But if you do not leave a gap, the bolt will bottom out. This can strip the threads. You prefer a gap of at least two or three extra thread pitches.
Tapping Blind Holes
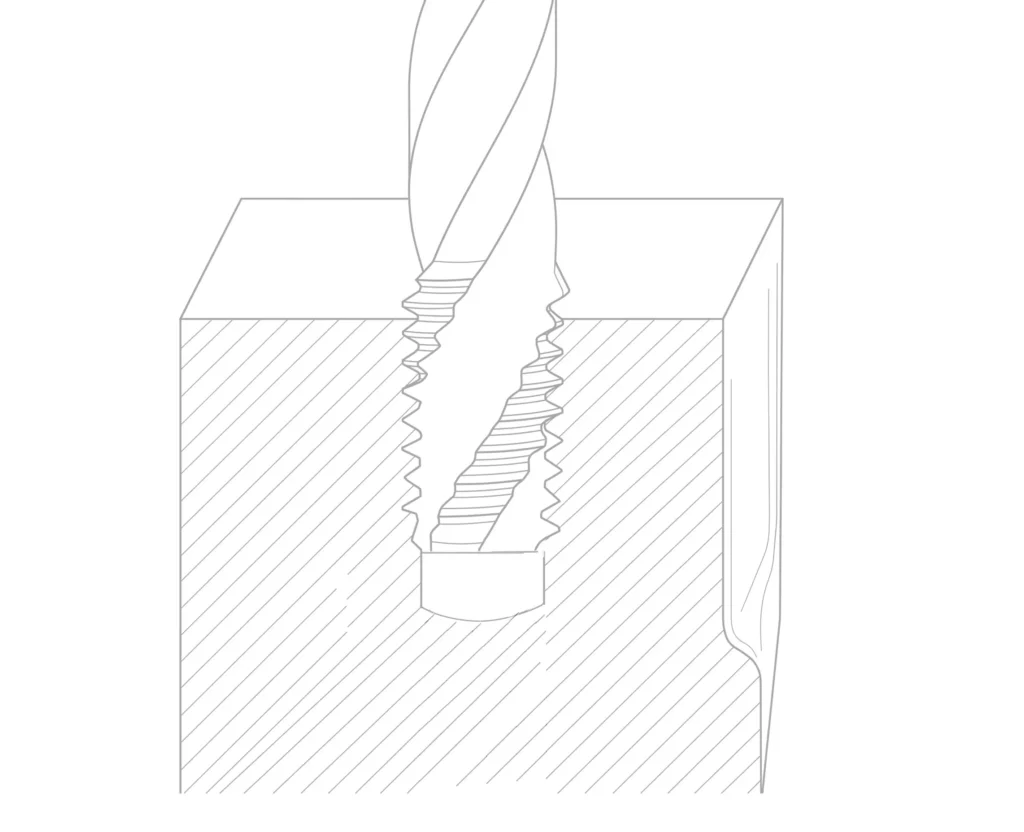
Tapping is where the real trouble starts. Tapping blind holes is risky because the tool can strike the bottom. When a tap hits the floor, it usually breaks. You would rather use a spiral flute tap for this. These tools look like a screw and pull the metal chips up and out of the hole.
Next, choose your tap style.
- Taper Taps:These have a long lead. You should generally avoid these for blind holes.
- Plug Taps:Better, but still leave a few unfinished threads at the bottom.
- Bottoming Taps:These have almost no lead. You can then use these to get threads very close to the floor.
After that, apply plenty of oil. Without it, the friction will be too high. Then, turn the tap slowly. If you feel it get tight, stop. No way to know if you are about to snap it unless you feel the resistance. Same as always, patience is better than a broken tool in a part.
Precision with a Blind Hole Cutter
Sometimes a standard drill is not enough. You might need a flat bottom. A blind hole cutter or a flat-bottom drill can make the floor level. This is vital if you are putting a spring or a bearing inside.
First · In the beginning, you use a normal drill to get most of the material out. Then · In turn, you use the flat cutter to finish the bottom. After that · Second, check the flatness. You will need a clean surface for the next part of your assembly.
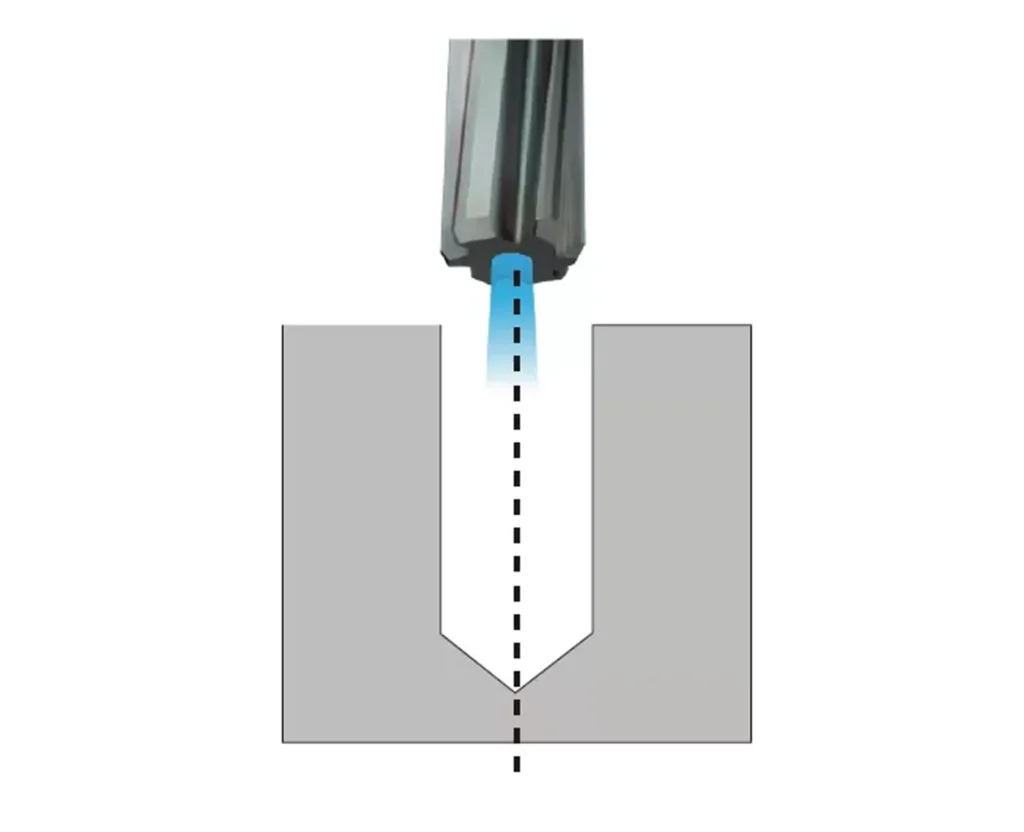
For applications requiring ultra-smooth finishes and tight dimensional accuracy, PCD reamers and carbide reamers are often used to finish blind holes after drilling, ensuring consistent hole quality and improved thread performance.
Measuring Blind Holes
How do you know it is right? You cannot see the bottom clearly. So, asking this question can help you get the right tool. You will need a blind hole gage. This is a tool that expands inside the hole.
- Blind Hole Micrometer:This has three anvils that touch the walls. It gives you a very exact size.
- Blind Hole Depth Gage:This is a simple rod that measures from the top surface to the floor.
- Thread Plug Gage:Use this to check if your blind hole threads are deep enough.
Until then, you might just guess. Do not do that. Inspect blind holes every time you finish a batch. Later, you might find that a small change in tool wear made the holes too shallow.
CNC and Milling Strategies
Milling blind holes on a machine requires a different plan. You can use an end mill to create the hole. This creates a flat bottom automatically. But, end mills are not always the best way to do this for deep holes.
Next, consider the helical blind hole tap for your CNC. It works fast. But make sure your programming is perfect. One wrong number in the Z-axis and the machine will drive the tap through the floor. Consequently, always dry run your code.
Meanwhile, use air or high-pressure coolant. This blows the chips out as you work. Soon, you will see that clear holes lead to better threads. After a few parts, check your tool for wear. Steel is harder on tools than aluminum, so you have to watch closely.
Material Specifics
In terms of the material, aluminum is easy to work with but sticky. It can clog your m6 blind hole tap. You should generally avoid dry tapping. Use a specific fluid for aluminum. On the other hand, steel requires more force. You will need a tougher tap, such as the type made from cobalt or high-speed steel.
Also, think about how the metal acts. Some metals are soft. They might deform if the hole is too close to the edge. Note that you want to always want enough wall thickness. If the wall is too thin, the pressure of drilling blind holes might bulge the outside of your part.
Common Problems
What happens when things go wrong? It is usually one of three things:
- Chip Packing:The hole fills with metal. The drill cannot go deeper and snaps.
- Bottoming Out:The tap strikes the floor.
- Overheating:The drill gets too hot because the coolant cannot reach the bottom.
So, aside from the tools, your process is what makes it work. Further, always keep your tools sharp. A dull drill creates more heat and more trouble.
Troubleshooting Tips
Second, if a tap breaks, do not panic. You can use an extractor. But it is better to not break it at all. How often do you check your depths? Frequently, I hope. Moreover, using a vacuum to suck out chips is a helpful trick. This can be a useful question to ask: is the hole clean? If not, do not put a tap in it.
Final Inspection
Finally, make sure to clean the hole before you measure. Use compressed air. Just make sure you wear safety glasses. After that, use your measuring blind holes tools. If the thread plug gage goes in to the right depth, you are good.
At the onset, this might seem like a lot of work for a simple hole. But the details decide if your part is a success or scrap. Use the right blind hole depth gage and take your time. This often just separates the pros from the amateurs.
Conclusion
Blind holes are vital for clean, strong designs in machining. You must manage depth and chip removal to avoid breaking tools. Using the right spiral taps and gages ensures your threads are accurate. Always prioritize clearing chips and checking your measurements to keep your production smooth and your parts high quality.
FAQs
What makes a blind hole different from a through hole?
A blind hole has a bottom while a through hole goes all the way through the part. This often just means you cannot see light at the end of it. Do you know? This makes removing metal chips much harder. Consequently, you must be more careful with your tools so they do not snap.
How do you calculate blind hole depth?
First, you need to measure the space for the screw. Then, you should add extra room for the tip of the drill and the metal chips. After a few tries, you will see that a deep hole is safer than a shallow one.
Can you use a standard tap for blind holes?
You should generally avoid using a standard taper tap. It is a helpful rule to use a spiral flute tap instead. Best way to do this is to pull the chips up and out of the hole. If you use a normal tap, the chips will get stuck at the bottom. No way to know if it will break until it is too late.
What is the best way to measure a blind hole?
You might use a simple ruler. Not so great. You should use a blind hole depth gage or a micrometer. These tools give you the exact size of the hole. Then, you should check the threads with a plug gage.
Why do drills and taps break in these holes?
It is usually because of chip packing. After awhile, the metal bits have nowhere to go. They jam the tool. Then, the tool snaps. Another reason is reaching the bottom too fast. You will need to slow down as you get close to the floor. Why take the risk? Use plenty of oil and clear the hole often.





