 Aller au contenu
Aller au contenu Inserts à angle positif contre inserts à angle négatif
Quand tu mets Tournage et fraisage CNC Sous observation, vous verrez à quel point la géométrie des plaquettes de coupe joue un rôle essentiel dans le succès de toute opération d'usinage. L'une des propriétés géométriques les plus fondamentales sont les angles de plaquettes, plaquettes à angle positif et négatif.
Le choix que vous faites entre un insert positif et un insert négatif aura un impact direct sur forces de coupe, état de surface, durée de vie de l'outil et stabilité globale du processus.
Dans cet article, nous vous proposons une comparaison détaillée entre les plaquettes à angle positif et négatif. Continuez votre lecture pour découvrir leurs caractéristiques uniques, leurs avantages, leurs inconvénients et leurs applications typiques. À la fin de cet article, vous aurez une compréhension claire de la manière de choisir la géométrie de plaquette correcte pour vos opérations d'usinage.
Qu'est-ce qu'une plaquette à angle positif ?
Parfois appelées plaquettes à angle positif, les plaquettes à angle positif sont des outils de coupe caractérisés par leur arête de coupe aiguë et pointue. Cette géométrie est une caractéristique fondamentale qui détermine les performances de la plaquette.
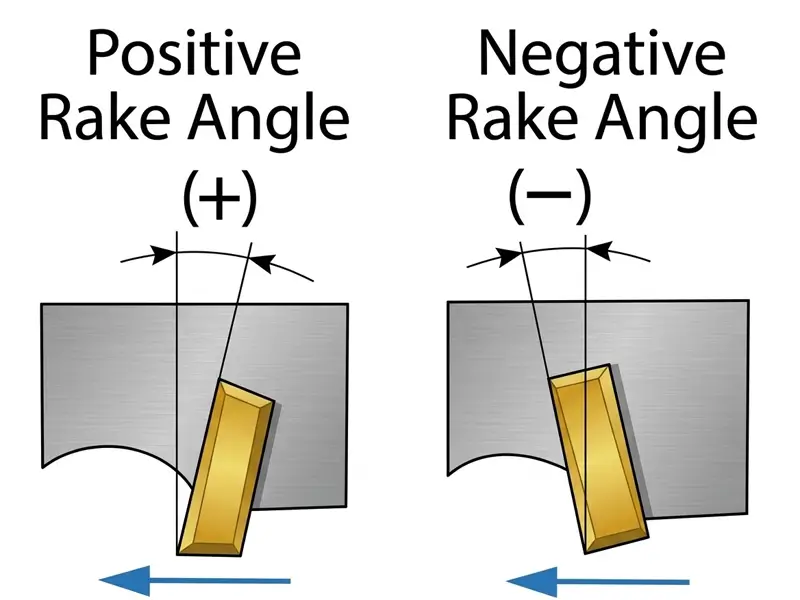
Un insert à angle positif a un angle de coupe inférieur à 90°, créant un tranchant net et angulaire qui coupe le matériau proprement. Cette conception est idéale pour réduire les forces de coupe, ce qui la rend adaptée à l'usinage de matériaux difficiles à couper comme l'acier inoxydable et la fonte.
Parce que la pénétration de la pièce nécessite moins de force, les plaquettes à angle positif sont particulièrement efficaces pour le tournage de trous internes. Elles sont le choix privilégié des professionnels pour les machines-outils de faible puissance ou celles dont la rigidité du système est médiocre.
Les plaquettes de coupe positives offrent notamment un meilleur contrôle des copeaux et une réduction des forces de coupe. Les plaquettes à angle positif sont disponibles dans divers matériaux, allant du carbure à la céramique et diamant polycristallin (PCD). Ils sont optimisés pour une large gamme d'opérations d'usinage, de la super finition à l'usinage moyen.
Avantages des plaquettes à angle positif
L'insert à angle positif présente plusieurs avantages significatifs qui en font un excellent choix pour des scénarios d'usinage spécifiques, généralement pour les applications axées sur la finesse et la précision.
Voici quelques-uns des avantages des plaquettes à angle positif :
- Réduction des forces de coupeLes plaquettes positives génèrent des forces de coupe significativement plus faibles pendant le fonctionnement, réduisant la charge sur la broche de la machine, le porte-outil et la pièce elle-même. Cette caractéristique rend les plaquettes à angle positif idéales pour les opérations d'ébauche et l'usinage de matériaux tendres ou de composants à parois fines.
- Meilleure finition de surfaceLe tranchant plus fin permet une coupe plus douce et plus nette, produisant un état de surface supérieur. Cette fonction est essentielle pour les applications qui exigent une grande précision et peut souvent réduire le besoin de finitions secondaires.
- Vibration réduite: En raison de l'engagement de la matière avec moins de force, les plaquettes à angle positif ont tendance à produire moins de vibrations lors de l'usinage. Cela se traduit par une plus grande stabilité et précision, en particulier sur les machines moins rigides.
- Amélioration du réglage des copeaux: L'angle de coupe positif dirige les copeaux vers le haut et loin de l'arête de coupe et de la pièce. Cela permet d'améliorer l'évacuation des copeaux et de réduire les risques de coincement des copeaux, ce qui est particulièrement bénéfique dans les opérations de tournage intérieur.
Inconvénients des plaquettes à angle positif
Si les plaquettes à angle positif se caractérisent par les avantages que nous avons mentionnés et même plus, elles présentent également certaines limites. Quels sont certains de ces inconvénients ?
- Tranchant moins aiguiséLe tranchant des plaquettes positives est plus fin que celui des plaquettes négatives ; par conséquent, il est moins adapté aux opérations d'ébauche lourde, aux coupures interrompues (comme le tournage d'une pièce avec des rainures de clavette) ou au travail de matériaux abrasifs.
- Réduction de la durée de vie des outils dans les applications exigeantesDans les applications à fort impact, le bord moins robuste peut entraîner une usure accrue. Potentiellement, cela peut réduire la durée de vie globale de l'outil. Dans les mêmes conditions, une plaquette négative offre de meilleurs résultats.
- Utilisation unilatéraleEn raison de l'angle de coupe requis, les plaquettes positives ne peuvent être utilisées que d'un seul côté. Elles offrent deux fois moins d'arêtes de coupe qu'une plaquette négative double face, ce qui peut avoir un impact sur la rentabilité.
Utiliser les applications des plaquettes à angle positif
Les plaquettes à angle positif possèdent des propriétés uniques qui les rendent parfaites pour les tâches où la précision et les faibles forces de coupe sont non négociables.
Les plaquettes avec un angle d'attaque positif sont généralement utilisées pour couper des matériaux plus tendres, car moins de force est nécessaire pour obtenir une coupe nette. Elles sont utilisées pour l'usinage de métaux ferreux et non ferreux de faible résistance.
Les plaquettes à angle positif sont également généralement appliquées à acier rapide outils (HSS). Ils sont parfaits pour les opérations d'alésage interne et de finition sur une large gamme de matériaux, y compris l'acier inoxydable et les alliages haute température.
Cependant, nous ne recommandons pas l'utilisation d'inserts à angle positif pour les opérations d'ébauche lourdes et à haute vitesse où la résistance et la durabilité sont plus importantes que l'état de surface.
Quels sont les inserts à angle négatif ?
Un insert à angle négatif est le cheval de bataille du tournage moderne. Il est conçu pour offrir une résistance exceptionnelle, une durabilité et une élimination maximale du métal. La géométrie d'un insert à angle négatif est fondamentalement différente de celle d'un insert positif, car il est construit pour la puissance plutôt que pour la finesse.
Un insert à angle négatif devrait vous indiquer que l'insert a un angle de 90° entre le flanc et la surface supérieure, créant un angle de coupe nul.
Cette géométrie carrée signifie que l'insert n'a pas d'angle de dépouille intégré et permet d'utiliser les côtés supérieur et inférieur de l'insert comme tranchants. Les plaquettes à angle négatif sont un choix idéal pour les opérations d'usinage lourd et d'ébauche.
Avantages des plaquettes de tournage à angle négatif
Quels sont les avantages d'un point de retour d'angle négatif et pourquoi est-ce le choix privilégié pour les environnements à forte demande et à production élevée ?
- Résistance et durabilité supérieures des bords: En raison de leur épaisseur et de leur angle de coupe de 90°, les plaquettes à angle négatif sont capables de supporter des forces de coupe plus élevées et sont beaucoup moins sujettes à l'écaillage ou à la rupture. Cela les rend parfaitement adaptées à l'ébauche lourde, aux passes interrompues et au traitement de matériaux durs ou abrasifs.
- Durée de vie prolongée de l'outil en dégrossissageLa nature robuste des plaquettes de coupe négatives entraîne souvent une durée de vie d'outil considérablement plus longue, en particulier dans les conditions de coupe à fort impact où une plaquette positive échouerait rapidement.
- Double face pour un meilleur rapport qualité-prix: Parce qu'ils n'ont pas d'angle de dépouille, les plaquettes négatives peuvent être retournées, ce qui permet d'obtenir deux fois plus d'arêtes de coupe sur une seule pièce de carbure. Cela augmente la rentabilité et réduit les coûts d'installation dans les opérations à grand volume.
Inconvénients de l'insert de coupe à angle négatif
Bien que leur résistance soit un avantage majeur, les plaquettes de coupe à angle négatif présentent des compromis qui les rendent inadaptées à certaines applications. Ces inconvénients résultent directement de leur géométrie émoussée et puissante.
- Forces de coupe élevées: Un insert négatif pénètre la matière plutôt que de la couper, générant des pressions de coupe considérablement plus élevées. Cela nécessite une machine-outil puissante et très rigide pour supporter la charge sans provoquer de vibrations ou de bavardage.
- Génération de chaleur accrue: Des forces de coupe et des frottements plus élevés génèrent plus de chaleur dans la zone de coupe. Cela peut augmenter l'usure de l'outil et avoir un impact négatif sur la surface de certains matériaux sensibles.
- Mauvaise performance en finitionLe tranchant émoussé ne favorise pas la production d'un état de surface fin. Ils sont généralement inefficaces pour les passes de finition légères où de faibles forces de coupe sont requises.
- Ne convient pas aux matériaux plus souples/gélatineuxUne pression élevée peut causer des problèmes lors de l'usinage de matériaux mous et caoutchouteux comme l'aluminium, entraînant souvent une réaffûtage et un mauvais contrôle des copeaux.
Utiliser des plaquettes à angle négatif
La résistance et la durabilité des plaquettes négatives ne limitent pas les applications. Elles sont le premier choix pour toute opération où la vitesse d'enlèvement de matière et la ténacité sont les exigences principales.
Les plaquettes négatives sont la meilleure solution et la plus durable pour les applications standards d'ébauche et de tournage, car leurs formes pleines et leur épaisseur permettent de plus grandes profondeurs de coupe et des avances plus élevées.
Ils sont excellents pour le tournage extérieur de l'acier, de la fonte et d'autres matériaux durs sur des tours CNC puissants et rigides. Les plaquettes négatives les plus courantes sont les CNMG (losange à 80 degrés), les DNMG (diamant à 55 degrés) et les WNMG (trigone à 80 degrés).
Pour un dégrossissage lourd, les plaquettes SNMG avec un angle d'attaque de 45 degrés sont un excellent choix, car elles permettent des profondeurs de coupe encore plus importantes.
Différence entre les plaquettes à angle positif et les plaquettes à angle négatif
Bien que les deux soient utilisés dans les opérations de tournage, le choix entre un insert positif et un insert négatif modifiera radicalement le processus d'usinage. Leurs géométries contrastées déterminent des forces, des faiblesses et des cas d'utilisation idéaux différents.
Pour prendre une décision éclairée, il est essentiel de comprendre ces différences clés côte à côte. Le tableau suivant fournit une comparaison claire de leurs caractéristiques les plus importantes.
Caractéristique | Inserts à angle positif | Inserts à angle négatif |
Définition géométrique | L'angle de coupe est inférieur à 90° (il y a un angle de dégagement). | L'angle de tranchant est de 90° (il a un angle de dégagement de 0°). |
Force du bord | Plus bas. Le tranchant est plus susceptible de s'ébrécher. | Plus haut. Le bord épais et émoussé est très solide et durable. |
Forces de coupe | Bas. Nécessite moins de puissance et crée moins de pression. | Élevé. Nécessite une machine puissante et rigide. |
Application principale | Finition, alésage intérieur, usinage de matériaux tendres. | Usinage de dégrossissage lourd, coupes interrompues, usinage de matériaux durs. |
Nombre de tranchants | Unilatéral (moins d'arêtes par insert). | Double face (deux fois plus d'arêtes par insertion). |
Tendance vibratoire | Basse. Idéal pour les configurations moins rigides ou les pièces fines. | Élevé. Peut provoquer des vibrations sur les machines à faible rigidité. |
Finition de la surface | Excellent. Produit un fini lisse et de haute qualité. | Médiocre à passable. Ne convient pas aux passes de finition. |
Matériaux idéaux | Acier inoxydable, alliages haute température, métaux non ferreux. | Aciers au carbone/alliés, fonte, matériaux durs. |
Comment choisir le bon insert de tournage ?
Maintenant que vous comprenez les différences, pour faire le bon choix, vous devez analyser votre application spécifique. Il existe de nombreux paramètres que vous devez prendre en compte lors du choix des plaquettes de tournage appropriées, et cela inclut une sélection rigoureuse de la géométrie, du grain, de la forme et de la taille de la plaquette.
Le choix crucial de l'outil de tournage qui vous permet d'obtenir un bon contrôle des copeaux et des performances d'usinage optimales dépend de manière significative des facteurs clés suivants :
1.Matériau usiné :
Si vous travaillez avec des matériaux ferreux durs comme l'acier et la fonte, les plaquettes négatives sont généralement le choix privilégié pour l'ébauche en raison de leur incroyable résistance.
Cependant, pour les passes de finition ou pour l'usinage de matériaux non ferreux comme l'aluminium et le laiton, les plaquettes à angle de coupe positif sont les plus idéales. La raison en est qu'elles offrent une meilleure finition de surface avec des forces de coupe plus faibles.
2. Capacités des machines-outils :
Les capacités de votre équipement sont cruciales. Des machines de haute puissance et de haute rigidité avec une stabilité améliorée peuvent gérer les forces de coupe élevées générées par les plaquettes de tournage négatives.
En revanche, pour les machines de faible puissance, les machines de faible rigidité, ou si vous utilisez des barres d'alésage longues et fines, nous recommandons l'utilisation d'inserts positifs. En effet, ils produisent moins de force de coupe et de vibrations.
3.Type d'opération (ébauche vs. finition) :
C'est un facteur déterminant dans le choix du bon insert de tournage. Pour l'ébauche lourde où vous avez besoin d'enlever rapidement une grande quantité de matière, la durée de vie plus longue d'un insert négatif le rend idéal.
Pour les opérations de finition où la qualité de la surface est l'objectif principal, l'action de coupe nette et propre d'une plaquette à angle de coupe positif est préférable.
4. Rigidité de l'outil et de l'installation
Considérez l'ensemble de votre installation. Les tâches impliquant un perçage interne avec un long débord sont sujettes aux vibrations.
Pour ce genre de tâches, il est conseillé d'utiliser un insert de tournage positif, car il permet de minimiser les forces de coupe et de maintenir la stabilité, quel que soit le matériau.
Conclusion
Choisir entre plaquettes de tournage négatives et positives est une décision fondamentale qui impacte directement le résultat de vos opérations d'usinage. En fin de compte, il n'y a pas une seule option parfaite pour chaque cas d'utilisation ; il n'y a que le bon outil pour la tâche particulière que vous effectuez.
Le plaquet de tournage que vous choisissez finalement est une représentation du compromis fondamental entre la résistance et la commodité des plaquettes négatives et la finesse et la précision des plaquettes positives.
Prêt à améliorer la performance de vos projets ? Nous sommes là pour servir vos meilleurs intérêts chez Sundi Precision Tools.
Explorer notre catalogue pour découvrir une large gamme d'outils de coupe conçus pour des performances optimales. Ensuite, contactez notre équipe d'experts chevronnés pour des consultations et pour obtenir un devis instantané pour votre projet.





