 Zum Inhalt wechseln
Zum Inhalt wechseln Positive Winkel-Wendeschneidplatten vs. Negative Winkel-Wendeschneidplatten
Wenn du legst CNC-Drehen und -Fräsen Unter Beobachtung werden Sie sehen, wie die Schneidengeometrie eine entscheidende Rolle für den Erfolg jeder Zerspanungsoperation spielt. Eine der grundlegendsten geometrischen Eigenschaften sind die Einstechwinkel, positive und negative Winkel-Einstechwerkzeuge.
Die Wahl, die Sie zwischen einem positiven und einem negativen Einsatz treffen, wirkt sich direkt auf Schneidkräfte, Oberflächengüte, Werkzeugstandzeit und allgemeine Prozessstabilität.
In diesem Artikel bieten wir Ihnen einen detaillierten Vergleich zwischen positiven und negativen Wendeschneiden. Lesen Sie weiter, während wir ihre einzigartigen Merkmale, Vorteile, Nachteile und typischen Anwendungen untersuchen. Am Ende dieses Artikels werden Sie ein klares Verständnis dafür haben, wie Sie die richtige Schneidengeometrie für Ihre Zerspanungsprozesse auswählen.
Was sind Positive Spanwinkel-Einsätze?
Manchmal als positive Spanwinkel-Schneidplatten bezeichnet, sind Schneidplatten mit positivem Spanwinkel Schneidwerkzeuge, die sich durch ihre scharfe, spitzwinklige Schneide auszeichnen. Diese Geometrie ist ein grundlegendes Merkmal, das die Leistung der Schneidplatte bestimmt.
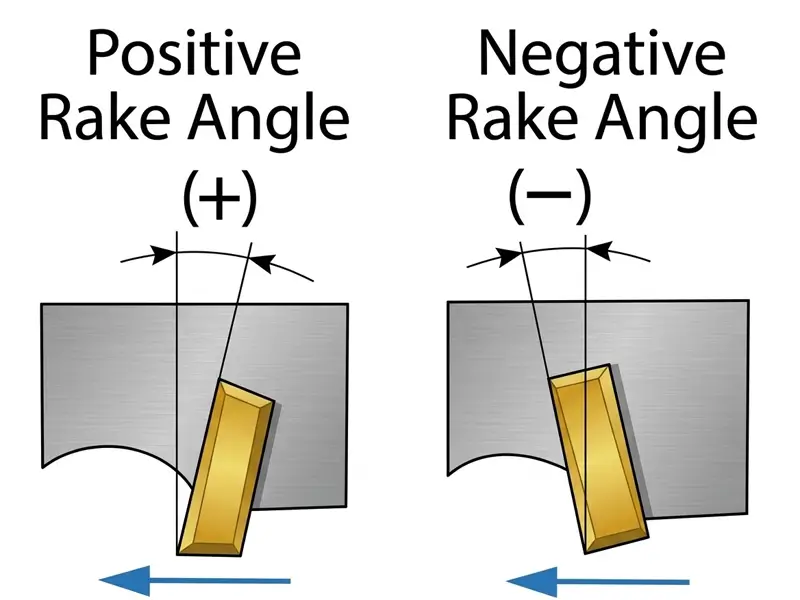
Ein Einsatzeinsatz mit positivem Winkel hat einen Spanwinkel von weniger als 90°, wodurch eine scharfe, abgewinkelte Schneide entsteht, die das Material sauber durchschneidet. Dieses Design ist ideal zur Reduzierung der Schnittkräfte und eignet sich daher für die Bearbeitung schwer zu bearbeitender Materialien wie Edelstahl und Gusseisen.
Da die Werkstückpenetration weniger Kraft erfordert, sind Wendeschneidplatten mit positivem Spanwinkel besonders effektiv für das Drehen von Innennuten. Sie sind die bevorzugte Wahl von Profis für Werkzeugmaschinen mit geringer Leistung oder mit schlechter Systemsteifigkeit.
Wichtige Merkmale von positiven Wendeplatten sind verbesserte Spanbrüche und reduzierte Schnittkräfte. Positive Spitzenwinkel können in verschiedenen Materialien bezogen werden, von Hartmetall bis Keramik und polykristalliner Diamant (Hartmetall). Sie sind für eine breite Palette von Zerspanungsoperationen optimiert, vom Superfinish bis zur mittleren Bearbeitung.
Vorteile von Positiv-Winkel-Wendeschneidplatten
Der positive Winkel-Einsatz bietet mehrere bedeutende Vorteile, die ihn zu einer ausgezeichneten Wahl für spezielle Bearbeitungsszenarien machen, typischerweise für Anwendungen mit Fokus auf Finesse und Präzision.
Einige der Vorteile von Wendeschneidplatten mit positivem Spanwinkel sind:
- Niedrige SchnittkräftePositive Einsätze erzeugen im Betrieb deutlich geringere Schnittkräfte, wodurch die Belastung der Maschinen spindel, des Werkzeughalters und des Werkstücks selbst reduziert wird. Diese Eigenschaft macht Einsätze mit positivem Spanwinkel ideal für Schlichtbearbeitungen und die Bearbeitung weicher Materialien oder dünnwandiger Bauteile.
- Bessere OberflächengüteDie schärfere Schneide führt zu einem glatteren, saubereren Schnitt und erzeugt eine überlegene Oberflächengüte. Diese Funktion ist unerlässlich für Anwendungen, die hohe Präzision erfordern, und kann oft den Bedarf an sekundären Nachbearbeitungsprozessen reduzieren.
- Reduzierte VibrationenAufgrund des Engagements des Materials mit weniger Kraft neigen positive Spitzenwinkel dazu, weniger Vibrationen während des Schneidens zu erzeugen. Dies führt zu erhöhter Stabilität und Präzision, insbesondere auf weniger steifen Maschinen.
- Verbesserte Chip-KontrolleDer positive Spitzenwinkel lenkt Späne nach oben und vom Schneide ins Werkstück weg. Dies trägt zur Verbesserung der Spanabfuhr bei und verringert das Risiko von Spanbrücken, was besonders bei Innendrehanwendungen von Vorteil ist.
Nachteile von Einsätzen mit positivem Spanwinkel
Während Wendeplatten mit positivem Spanwinkel sich durch die genannten und noch mehr Vorteile auszeichnen, bringen sie auch einige Einschränkungen mit sich. Was sind einige dieser Nachteile?
- Schärfere SchneideDie Schneide eines positiven Werkzeugeinsatzes ist dünner als die eines negativen Einsatzes und daher weniger geeignet für schwere Schruppbearbeitungen, unterbrochene Schnitte (wie zum Beispiel das Drehen eines Teils mit Keilnuten) oder die Bearbeitung von abrasiven Materialien.
- Reduzierte Werkzeugstandzeit bei anspruchsvollen AnwendungenBei hochbelasteten Anwendungen kann die weniger robuste Kante zu erhöhtem Verschleiß führen. Potenziell kann dies die Lebensdauer des Werkzeugs insgesamt verkürzen. Unter den gleichen Bedingungen bietet eine negative Schneide bessere Ergebnisse.
- Einseitige VerwendungAls Ergebnis des erforderlichen Spanwinkels können positive Wendeschneidplatten nur auf einer Seite verwendet werden. Sie bieten die halbe Anzahl an Schneiden einer beidseitigen negativen Wendeschneidplatte, was sich auf die Rentabilität auswirken kann.
Anwendungen von positiven Schneidkeilen
Positive Winkel-Wendeplatten besitzen einzigartige Eigenschaften, die sie perfekt für Aufgaben machen, bei denen Präzision und geringe Schnittkräfte nicht verhandelbar sind.
Einsätze mit positivem Spanwinkel werden typischerweise zum Schneiden weicherer Materialien verwendet, da weniger Kraft erforderlich ist, um einen sauberen Schnitt zu erzielen. Sie werden für die Bearbeitung von niedrigfesten Eisen- und Nichteisenmetallen eingesetzt.
Positive Winkel Wendeschneidplatten werden außerdem üblicherweise auf Hochgeschwindigkeitsstahl (HSS) Werkzeuge. Sie eignen sich hervorragend für Innenbohroperationenn und Schlichtbearbeitungen auf einer Vielzahl von Materialien, einschließlich Edelstahl und Hochtemperaturlgeirrungen.
Wir empfehlen jedoch nicht die Verwendung von Einsätzen mit positivem Spanwinkel für schwere Schruppoperationen bei hohen Geschwindigkeiten, bei denen Widerstandsfähigkeit und Haltbarkeit wichtiger sind als die Oberflächengüte.
Was sind Negative Winkel-Wendeschneidplatten?
Eine negative Wendeschneidplatte ist das Arbeitspferd des modernen Drehens. Sie ist so konzipiert, dass sie außergewöhnliche Festigkeit, Haltbarkeit und maximale Materialabtragsleistung bietet. Die Geometrie einer negativen Wendeschneidplatte unterscheidet sich grundsätzlich von der einer positiven Wendeschneidplatte, da sie auf Kraft und nicht auf Finesse ausgelegt ist.
Ein negativ gewinkelter Einsatzeinsatz sollte Ihnen sagen, dass der Einsatz einen 90°-Winkel zwischen der Flanke und der oberen Fläche hat, wodurch ein Spanwinkeldrehwinkel von 0° entsteht.
Diese quadratische Geometrie bedeutet, dass der Wendeschneidstoff keinen eingebauten Freiwinkel hat und sowohl die Ober- als auch die Unterseite des Wendeschneidstoffs als Schneide verwendet werden können. Wendeschneidplatten mit negativem Winkel sind eine ideale Wahl für schwere Bearbeitungs- und Schruppvorgänge.
Vorteile von Wendeschneidplatten mit negativem Spanwinkel
Was sind die Vorteile eines negativen Knickpunkts, und warum ist er die bevorzugte Wahl für Umgebungen mit hohem Bedarf und hoher Produktion?
- Überlegene Kantenfestigkeit und HaltbarkeitAufgrund ihrer Dicke und des 90°-Schneidenwinkels können negative Wendeschneiden höheren Schnittkräften standhalten und sind wesentlich weniger anfällig für Ausbrüche oder Brüche. Dies macht sie ideal für schwere Schruppbearbeitungen, unterbrochene Schnitte und die Bearbeitung harter oder abrasiver Materialien.
- Längere Werkzeugstandzeit beim SchruppenDie robuste Natur von negativen Einsätzen führt oft zu einer deutlich längeren Werkzeugstandzeit, insbesondere unter extremen Schneidbedingungen, bei denen ein positiver Einsatz schnell versagen würde.
- Doppelseitig für KosteneffizienzDa sie keinen Spanwinkel haben, können negative Einsätze umgedreht werden, wodurch die doppelte Schnittkante auf einem einzigen Hartmetallstück erzielt wird. Dies erhöht die Rentabilität und senkt die Einrichtungskosten bei der Massenproduktion.
Nachteile von Wendeschneidplatten mit negativem Spanwinkel
Während ihre Stärke ein großer Vorteil ist, haben Wendeschneidplatten mit negativem Spanwinkel Nachteile, die sie für bestimmte Anwendungen ungeeignet machen. Diese Nachteile sind eine direkte Folge ihrer stumpfen und leistungsstarken Geometrie.
- Hohe SchnittkräfteEin negativer Spanwinkel durchdringt das Material, anstatt es zu schneiden, und erzeugt dadurch erheblich höhere Schnittkräfte. Dies erfordert eine leistungsstarke und sehr steife Werkzeugmaschine, um die Belastung ohne Vibrationen oder Rattern zu bewältigen.
- Erhöhte WärmeentwicklungHöhere Schnittkräfte und Reibung erzeugen mehr Wärme in der Schnittzone. Dies kann den Werkzeugverschleiß erhöhen und sich negativ auf die Oberfläche einiger empfindlicher Materialien auswirken.
- Schlechte Leistung im AbschlussDie stumpfe Schnittaktion fördert nicht die Erzeugung einer feinen Oberfläche. Sie sind im Allgemeinen unwirksam für leichte Schlichtbearbeitungen, bei denen geringe Schnittkräfte erforderlich sind.
- Ungeeignet für weichere/gummieartige MaterialienHoher Druck kann beim Bearbeiten von weichen, gummiartigen Materialien wie Aluminium Probleme verursachen, was oft zu Aufbauschneiden und schlechter Spanabfuhr führt.
Anwendungen negativer Spanwinkel-Schneiden
Die Festigkeit und Haltbarkeit von Hartmetallschneiden sind für keine Anwendung ungeeignet. Sie sind die erste Wahl für jeden Einsatz, bei dem die Geschwindigkeit des Materialabtrags und die Zähigkeit die wichtigsten Anforderungen sind.
Negative Einsätze sind die beste und haltbarste Lösung für Standard-Schrupp- und Drehbearbeitungen, da ihre soliden Formen und ihre Dicke größere Schnitttiefen und höhere Vorschubgeschwindigkeiten ermöglichen.
Sie eignen sich hervorragend für das Außen-Drehen von Stahl, Gusseisen und anderen harten Werkstoffen auf leistungsstarken und verwindungssteifen CNC-Drehmaschinen. Die gängigsten Wendeschneidplatten mit negativer Geometrie sind die CNMG (80-Grad-Rhombus), DNMG (55-Grad-Raute) und WNMG (80-Grad-Trigon).
Für schwere Schrupparbeiten sind SNMG-Wendeplatten mit einem Spitzenwinkel von 45 Grad eine ausgezeichnete Wahl, da sie noch größere Schnitttiefen ermöglichen.
Unterschied zwischen positiven Winkel-Einsätzen und negativen Winkel-Einsätzen
Obwohl beide für Drehoperationen verwendet werden, wird die Wahl zwischen einer positiven und einer negativen Wendeschneide den Bearbeitungsprozess radikal verändern. Ihre unterschiedlichen Geometrien bestimmen verschiedene Stärken, Schwächen und ideale Anwendungsfälle.
Um eine fundierte Entscheidung treffen zu können, ist es unerlässlich, diese wesentlichen Unterschiede nebeneinander zu verstehen. Die folgende Tabelle bietet einen klaren Vergleich ihrer wichtigsten Merkmale.
Eigenschaft | Positive Winkel-Wendeplatten | Negative Winkel-Einsätze |
Geometrische Definition | Der Schneidenwinkel ist kleiner als 90° (hat einen Freiwinkel). | Die Schneidenkante bildet einen Winkel von 90° (mit einem Freiwinkel von 0°). |
Randstärke | Tiefer. Die scharfe Kante ist anfälliger für Absplitterungen. | Höher. Die dicke, stumpfe Kante ist sehr stark und langlebig. |
Schneidkräfte | Niedrig. Benötigt weniger Strom und erzeugt weniger Druck. | Hoch. Benötigt eine leistungsstarke und steife Maschine. |
Primäre Anwendung | Endbearbeitung, Innendrehen, Bearbeitung von weichen Werkstoffen. | Grobes Schruppen, unterbrochene Schnitte, Bearbeitung harter Werkstoffe. |
Anzahl der Schneiden | Einseitig (weniger Kanten pro Einsatz). | Doppelseitig (doppelt so viele Kanten pro Einsatz). |
Vibrationstendenz | Niedrig. Ideal für weniger steife Aufbauten oder dünne Werkstücke. | Hohe Schnittkräfte. Kann bei Maschinen mit geringer Steifigkeit zu Rattern führen. |
Oberfläche | Ausgezeichnet. Erzielt ein glattes, hochwertiges Finish. | Schlecht bis mäßig. Nicht für Schlichtbearbeitungen geeignet. |
Ideale Materialien | Edelstahl, Hochtemperaturlegierungen, Nichteisenmetalle. | Kohlenstoff-/Legierungsstähle, Gusseisen, Hartwerkstoffe. |
Wie wähle ich den richtigen Drehmeißel aus?
Nachdem Sie nun die Unterschiede kennen, müssen Sie zur richtigen Wahl Ihre spezifische Anwendung analysieren. Bei der Auswahl der richtigen Dreheinsätze sind viele Parameter zu berücksichtigen, darunter die sorgfältige Auswahl von Geometrie,ickersortiment, Form und Größe des Einsatzes.
Die kritische Wahl der Wendeschneidplatte, die Ihnen eine gute Spanabfuhr und optimale Bearbeitungsleistung ermöglicht, hängt maßgeblich von den folgenden Schlüsselfaktoren ab:
1.Zu bearbeitendes Material:
Wenn Sie mit harten Eisenwerkstoffen wie Stahl und Gusseisen arbeiten, sind negative Wendeschneiden aufgrund ihrer unglaublichen Festigkeit normalerweise die bevorzugte Option zum Schruppen.
Für Schlichtbearbeitungen oder die Bearbeitung von Nichteisenmetallen wie Aluminium und Messing sind jedoch positive Wendeschneiden am besten geeignet. Der Grund dafür ist, dass sie mit geringeren Schnittkräften eine bessere Oberflächengüte erzielen.
2.Maschinenfähigkeiten:
Die Fähigkeiten Ihrer Ausrüstung sind entscheidend. Hochleistungsfähige, hochsteife Maschinen mit verbesserter Stabilität können die hohen Schnittkräfte bewältigen, die bei negativen Wendeplatten entstehen.
Auf der anderen Seite empfehlen wir für Maschinen mit geringer Leistung, geringerer Steifigkeit oder bei Verwendung langer, dünner Bohrstangen die Verwendung von positiven Einsätzen. Dies liegt daran, dass sie geringere Schnittkräfte und Vibrationen erzeugen.
3. Art des Vorgangs (Schruppen vs. Schlichten):
Dies ist ein entscheidender Faktor bei der Auswahl des richtigen Wendeschneidplattentyps. Für schweres Schruppen, bei dem schnell viel Material abgetragen werden muss, ist die längere Standzeit einer negativen Schneidplatte am idealsten.
Für Bearbeitungen, bei denen die Oberflächenqualität das primäre Ziel ist, ist die knackige, saubere Schnittwirkung eines positiven Spanwinkels am besten geeignet.
4. Werkzeug- und Aufbausteifigkeit:
Betrachten Sie die gesamte Einrichtung Ihres Betriebs. Aufgaben, die ein inneres Bohren mit einem langen Überhang beinhalten, sind anfällig für Vibrationen.
Für diese Art von Aufgaben ist die Verwendung eines positiven Wendeinsatzes ratsam, da er dazu beiträgt, die Schnittkräfte zu minimieren und die Stabilität zu erhalten, unabhängig vom Material.
Schlussfolgerung
Die Wahl zwischen negativen und positiven Wendeschneiden ist eine grundlegende Entscheidung, die sich direkt auf das Ergebnis Ihrer Zerspanung auswirkt. Letztendlich gibt es keine einzige perfekte Option für jeden Anwendungsfall; es gibt nur das richtige Werkzeug für die jeweilige Aufgabe, die Sie ausführen.
Welche Wendeplatte Sie letztendlich wählen, spiegelt den grundlegenden Kompromiss zwischen dem Widerstand und der Bequemlichkeit von negativen Wendeschneiden und der Finesse und Präzision von positiven Wendeschneiden wider.
Sind Sie bereit, die Leistung Ihrer Projekte zu verbessern? Wir sind hier, um Ihre Interessen bei Sundi Precision Tools bestmöglich zu vertreten.
Erkunden Sie unser Katalog entdecken Sie eine breite Palette von Schneidwerkzeugen, die für Spitzenleistungen entwickelt wurden. Kontaktieren Sie anschließend unser Team von erfahrenen Experten für Beratungen und um ein sofortiges Angebot für Ihr Projekt zu erhalten.





