 Zum Inhalt wechseln
Zum Inhalt wechseln egenlauffräsen und Gleichlauffräsen – Unterschiede und Vorteile
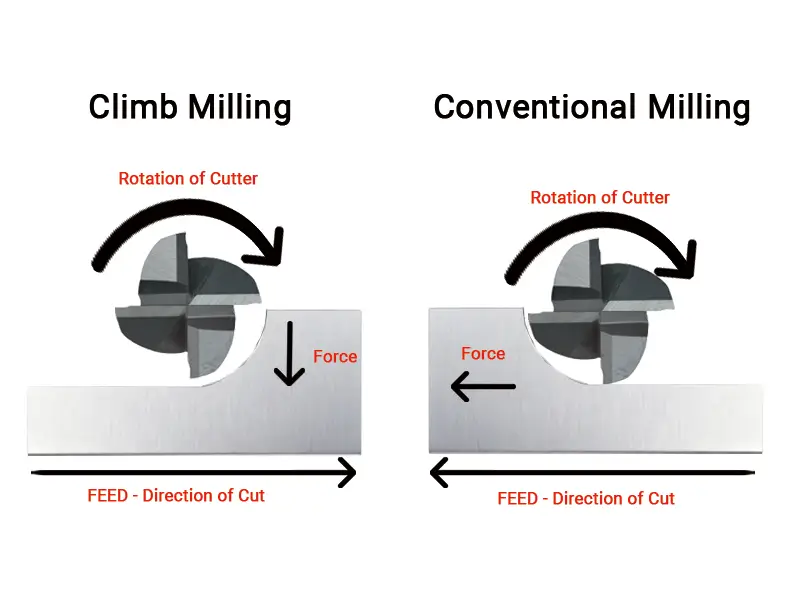
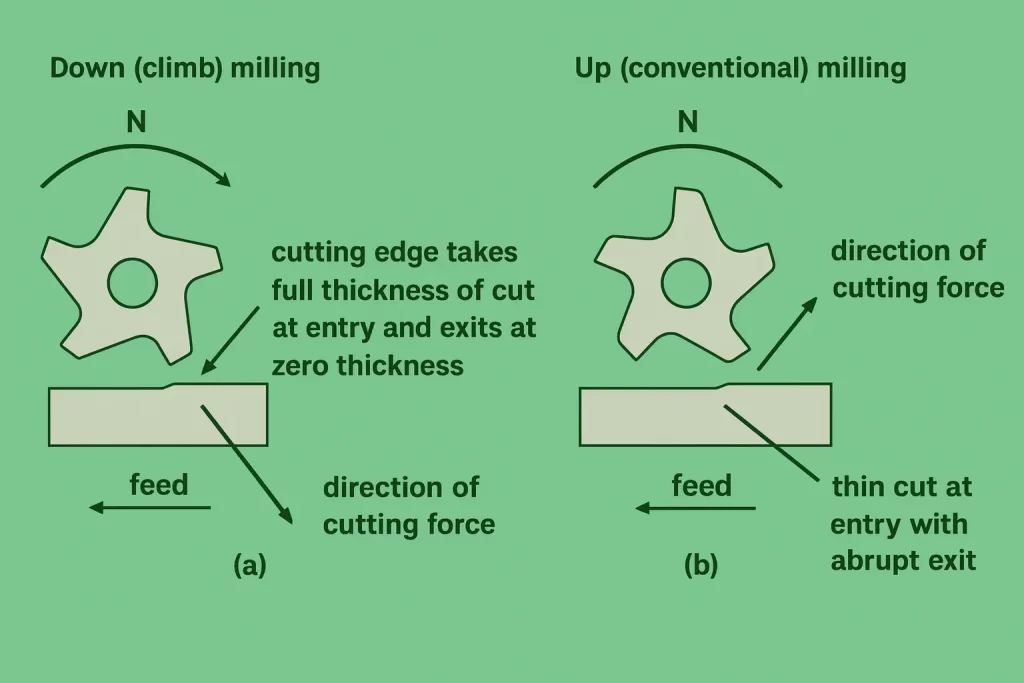
Der grundlegende Unterschied zwischen Gleichlauffräsen und Gegenlauffräsen liegt in der Drehrichtung des Fräsers. Beim Gleichlauffräsen dreht sich der Hartmetallfräser in Vorschubrichtung und drückt das Werkstück gegen den Tisch. Beim Gegenlauffräsen dreht sich der Fräser gegen die Vorschubrichtung und zieht das Werkstück leicht vom Tisch ab.
One method saves you money, the other costs you time.
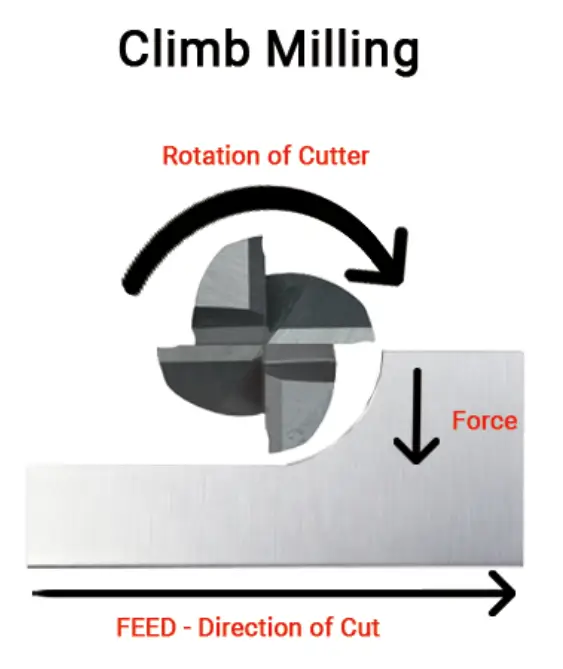
Was ist Gleichlauffräsen
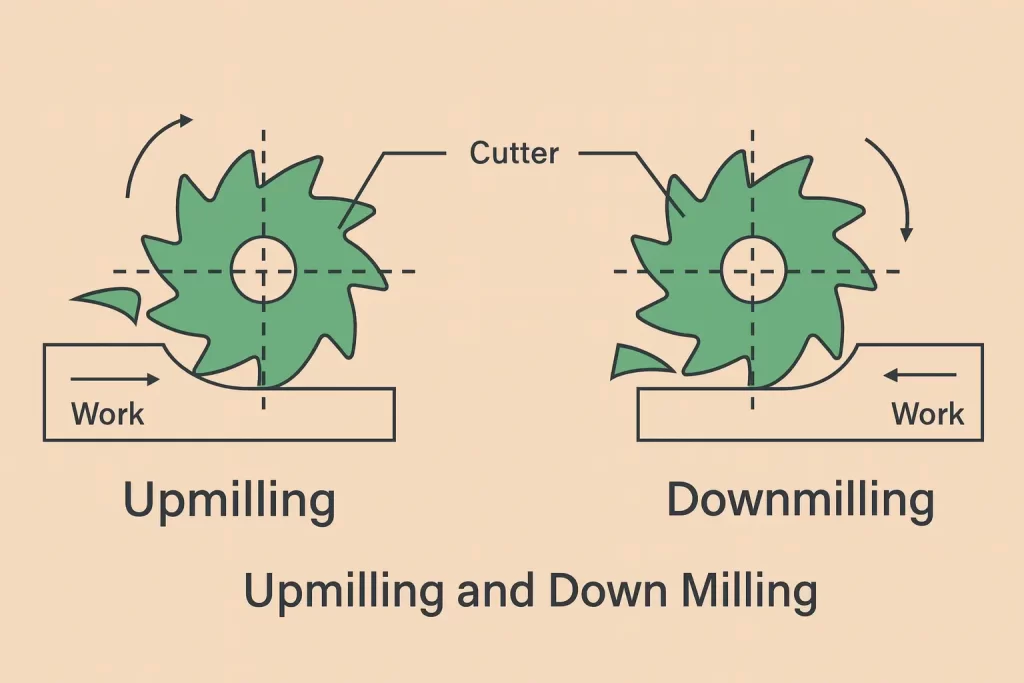
Zunächst muss man verstehen, dass sich das Werkzeug in die gleiche Richtung wie der Vorschub dreht. Das beschreibt das Gleichlauffräsen. Es wird auch Abwärtsfräsen genannt, da der Fräser in das Material eintaucht. Die Spandicke beginnt mit dem Maximum und nimmt bis auf null ab. Der Fräser greift stark am Eintrittspunkt und verlässt das Werkstück sauber am Austritt. Die Späne fallen hinter das Werkzeug, nicht davor.
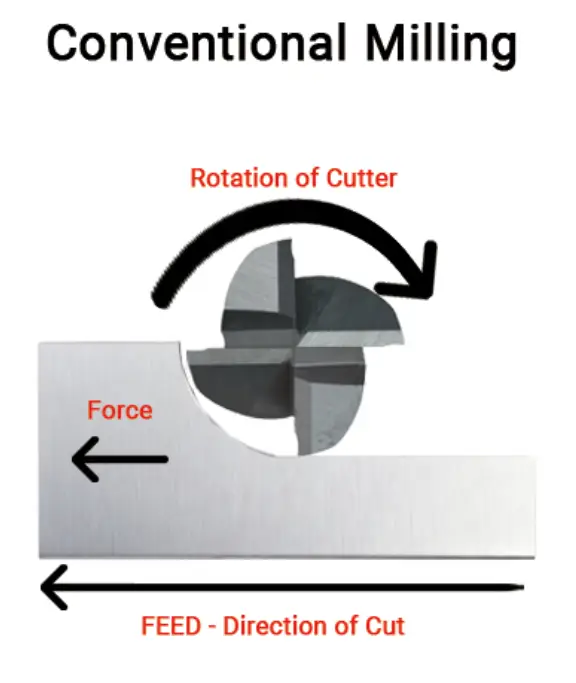
Was ist Gegenlauffräsen
Beim Gegenlauffräsen bewegt sich der Fräser entgegen der Vorschubrichtung. Der Fräser rotiert gegen die Bewegung des Werkstücks und schneidet dadurch nach oben. Die Spandicke beginnt bei null und steigt bis zum Maximum an. Das Werkzeug reibt zunächst auf der Oberfläche, bevor es schneidet. Die Späne werden anschließend nach vorne in den Schnittbereich gedrückt.
Vorteile des Gleichlauffräsens
Das Gleichlauffräsen übertrifft das Gegenlauffräsen in fast allen technischen Aspekten. Im Folgenden findest du die wichtigsten Vorteile.
Überlegene Oberflächenqualität
Das Gleichlauffräsen erzeugt glattere Oberflächen als das Gegenlauffräsen. Durch die Spanbildung von dick zu dünn wird die Werkzeugablenkung beim Austritt minimiert. Es kommt zu keiner Spanerneuerung, da die Späne hinter dem Fräser abtransportiert werden. Wenn man über beide Oberflächen fährt, bevorzugt man immer die beim Gleichlauffräsen erzeugte Oberfläche.
Längere Werkzeugstandzeit
Beim Gleichlauffräsen halten Werkzeuge 40–50 % länger. Die Wärme bleibt im Span, nicht im Werkzeug. Weniger Reibung bedeutet geringeren Verschleiß der Schneidkanten. Durch die allmähliche Abnahme der Spandicke wird die Belastung des Werkzeugs während des gesamten Schnitts reduziert. Ihr Werkzeugbudget wird es Ihnen danken.
Reduzierte Schnittkräfte
Die nach unten gerichteten Kräfte beim Gleichlauffräsen stabilisieren das Werkstück auf dem Tisch. Einfache Spannvorrichtungen sind ausreichend. Außerdem ist weniger Spannkraft erforderlich. Die Spindel arbeitet mit geringerer Belastung, wodurch die Lager länger halten. Der Energieverbrauch ist im Vergleich zum Gegenlauffräsen niedriger.
Bessere Spanabfuhr
Beim Gleichlauffräsen fallen die Späne aus der Schnittzone heraus. Es besteht keine Gefahr einer erneuten Spanbildung. Außerdem lagern sich keine Späne auf der Werkstückoberfläche ab. Dies führt zu einem sauberen Arbeitsprozess und einer besseren Sicht auf den Schnitt. Das Risiko, die fertige Oberfläche zu zerkratzen, wird deutlich reduziert.
Geringere Wärmeentwicklung
Da die Spanbreite allmählich abnimmt, wird die Wärme mit dem Span abgeführt. Das Werkstück bleibt kühler. Temperaturempfindliche Materialien lassen sich beim Gleichlauffräsen besser bearbeiten. Die thermische Ausdehnung bleibt minimal, und enge Toleranzen werden besser eingehalten.
Nachteile des Gleichlauffräsens
Das Gleichlauffräsen erfordert eine stabile Maschine und eine präzise Einrichtung. Wenn die Einstellung nicht korrekt ist, können schnell ernsthafte Probleme auftreten.
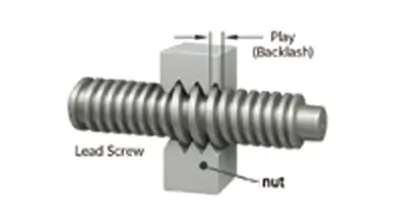
Rückspielprobleme
Die ziehende Bewegung beim Gleichlauffräsen verstärkt jedes vorhandene Spiel in der Maschine. Das Spiel in der Spindel oder Leitspindel kann sich erhöhen, wodurch das Werkzeug den Tisch erfasst und zieht – eine potenziell gefährliche Situation. Ältere manuelle Fräsmaschinen haben fast immer Rückspielprobleme. Überprüfe daher immer das Rückspiel, bevor du mit Gleichlauffräsen arbeitest.
Anforderungen an die Werkstückstabilität
Beim Gleichlauffräsen zieht der Fräser das Werkstück in Richtung des Werkzeugs. Eine unzureichende Spannkraft kann jedoch dazu führen, dass sich das Werkstück bewegt. Jede Verschiebung während des Schnitts führt zu Ausschussteilen. Eine stabile Spannvorrichtung ist unerlässlich – leichte Spannungen reichen nicht aus.
Werkzeugeinschlag beim Eintritt
Die maximale Spandicke beim Eintritt erzeugt hohe Anfangskräfte. Dadurch werden weniger stabile Maschinen schnell überlastet. Bei falscher Einrichtung steigt das Risiko von Werkzeugbruch. Diese Methode eignet sich nicht für unterbrochene Schnitte oder raue Oberflächen.
Vorteile des Gegenlauffräsens
Das Gegenlauffräsen zeigt seine Stärken dort, wo das Gleichlauffräsen an Grenzen stößt. Es eignet sich besser für ältere Maschinen, harte Materialien oder weniger stabile Setups.
Keine Rückspielprobleme
Beim Gegenlauffräsen treten keine Rückspielprobleme auf. Die Schnittkraft wirkt gegen die Bewegung des Tisches und nicht in dieselbe Richtung. Dadurch ist das Verfahren sicher für ältere Maschinen mit abgenutzten Leitspindeln. Manuelle Fräsmaschinen bevorzugen diese Methode genau aus diesem Grund.
Besser für harte Materialien
Der allmähliche Aufbau der Spandicke ermöglicht eine bessere Bearbeitung harter Werkstoffe. Gusseisen, gehärteter Stahl und Materialien mit Oberflächenzunder profitieren davon. Das von dünn zu dick zunehmende Spanvolumen verhindert Stoßbelastungen am Werkzeug. Der Fräser wird beim Eintritt nicht überlastet.
Bessere Kontrolle
Beim Gegenlauffräsen weicht das Werkzeug vom Werkstück weg. Dadurch sind unbeabsichtigte tiefe Schnitte weniger wahrscheinlich. Das Verfahren verzeiht Einstellfehler leichter. Es eignet sich gut für Schruppbearbeitungen, bei denen Präzision weniger entscheidend ist.
Stabil auf leichten Maschinen
Hobbymaschinen und leichte Setups bewältigen das Gegenlauffräsen besser. Diese Methode erzeugt weniger Vibrationen und ein vorhersehbareres Verhalten. Bridgeport-Nachbauten bevorzugen dieses Verfahren. Moderne CNC-Maschinen sind dafür weniger empfindlich.
Nachteile des Gegenlauffräsens
Das Gegenlauffräsen verkürzt die Werkzeugstandzeit und verschlechtert die Oberflächenqualität. Diese Kompromisse müssen akzeptiert werden, wenn es die Situation erfordert.
Starker Werkzeugverschleiß
Die Reibung vor dem eigentlichen Schnitt erzeugt erhebliche Hitze. Diese Wärme gelangt in das Werkzeug statt in den Span. Dadurch stumpfen die Schneiden schneller ab und müssen früher ersetzt werden. Die Reibung führt zu vorzeitigem Verschleiß und erhöht die Werkzeugkosten.
Schlechte Oberflächenqualität
Werkzeug- und Werkstückablenkung verursachen eine rauere Oberfläche. Die Späne werden beim Vorschieben erneut geschnitten, wodurch die Oberflächenqualität im Vergleich zum Gleichlauffräsen leidet. Beim Schlichtfräsen im Gegenlauf ist daher eine zusätzliche Nachbearbeitung erforderlich.
Kaltverfestigung
Die Reibung vor dem Schnitt führt zur Kaltverfestigung der Werkstückoberfläche. Jeder Durchgang macht das Material schwieriger zu bearbeiten. Edelstahl und Nickellegierungen reagieren besonders empfindlich auf das Gegenlauffräsen. Bei jedem Schnitt arbeitet man buchstäblich gegen das Material.
Höhere Schnittkräfte
Die nach oben gerichteten Kräfte erfordern eine stärkere Werkstückspannung. Das bedeutet mehr Spannkraft und komplexere Vorrichtungen. Das Risiko, dass sich das Werkstück während des Schnitts anhebt, steigt. Die Rüstzeit verlängert sich entsprechend.
Hauptunterschiede zwischen Gleichlauffräsen und Gegenlauffräsen
Die Schneidrichtung verändert alles – Spanbildung, Kräfte, Oberflächenqualität und Werkzeugstandzeit.
Spanbildungsprozess
Beim Gleichlauffräsen entstehen Späne von dick zu dünn. Beim Gegenlauffräsen bilden sie sich von dünn zu dick. Dieser einzelne Unterschied wirkt sich auf alle weiteren Eigenschaften aus. Die Position der maximalen Spandicke bestimmt den Wärmefluss, die Kraftrichtung und die Oberflächenqualität.
Richtung der Schnittkräfte
Beim Gleichlauffräsen wirken die Kräfte nach unten und stabilisieren das Werkstück. Beim Gegenlauffräsen wirken die Kräfte nach oben und heben das Werkstück an. Das Spannkonzept muss daher vollständig an die Kraftrichtung angepasst werden. Plane deine Bearbeitung entsprechend sorgfältig.
Werkzeugeingriff und Schnittmechanik
Beim Gleichlauffräsen beginnt der Schnitt mit maximalem Eingriff und endet sauber. Beim Gegenlauffräsen reibt das Werkzeug zunächst und schneidet dann zunehmend bis zum Maximum. Die Wahl zwischen Stoßbelastung beim Eintritt oder allmählichem Kraftanstieg hängt von der Materialhärte und der Maschinensteifigkeit ab.
Welche Faktoren sind bei der Wahl zwischen Gleichlauffräsen und Gegenlauffräsen zu berücksichtigen
Zuerst entscheidet deine Maschine. Danach spielt das Material eine Rolle. Schließlich sind die Anforderungen an die Oberflächenqualität entscheidend.
Maschinenfähigkeit
Überprüfe zuerst das Rückspiel. Bewege den Maschinentisch von Hand – wenn er sich bewegt, verwende Gegenlauffräsen. Hast du eine moderne CNC-Maschine mit Kugelumlaufspindeln? Dann ist Gleichlauffräsen die bessere Wahl. Handbetriebene Fräsmaschinen? Wahrscheinlich Gegenlauffräsen, es sei denn, du hast Rückspielkompensatoren.
Materialeigenschaften
Weiche Materialien? Bevorzuge Gleichlauffräsen. Harte Materialien? Wähle Gegenlauffräsen. Materialien mit Zunderschicht oder rauer Oberfläche? Führe den ersten Schnitt im Gegenlauf und den Schlichtschnitt im Gleichlauf aus. Temperaturempfindliche Werkstoffe? Gleichlauffräsen hilft, Wärme zu reduzieren.
Anforderungen an die Oberflächenqualität
Benötigst du eine spiegelglatte Oberfläche? Verwende ausschließlich Gleichlauffräsen. Grobschnitt zur Schweißvorbereitung? Gegenlauffräsen funktioniert gut. Schlichtdurchgänge profitieren immer vom Gleichlauf, sofern die Maschine dafür geeignet ist.
Werkstückstabilität
Leichte Werkstücke profitieren von den nach unten gerichteten Kräften des Gleichlauffräsens. Schwere Teile können die aufwärts wirkenden Kräfte des Gegenlauffräsens problemlos aufnehmen. Dünnwandige Bauteile verformen sich weniger beim Gleichlauffräsen, während massive Gussteile das Gegenlauffräsen gut verkraften.
Schnittiefe und Schnittbreite
Bei einer Schnitttiefe von der Hälfte des Fräserdurchmessers oder weniger funktioniert Gleichlauffräsen besser. Beim Vollnutfräsen liefern beide Methoden ähnliche Ergebnisse. Besonders bei leichten Schlichtgängen zeigt sich der größte Unterschied zwischen den Verfahren.
Wann Gleichlauffräsen verwenden
Verwende Gleichlauffräsen auf modernen Maschinen mit stabiler Aufspannung. Zweitens, für Schlichtbearbeitungen. Drittens, bei Aluminium und weichen Werkstoffen. Außerdem immer dann, wenn die Oberflächenqualität entscheidend ist. Darüber hinaus eignet sich das Verfahren für Serienfertigungen, bei denen die Werkzeugstandzeit die Kosten beeinflusst. Schließlich sollte es bei CNC-Maschinen mit Rückspielkompensation eingesetzt werden.
Wann Gegenlauffräsen verwenden
Verwende Gegenlauffräsen auf Maschinen mit Rückspiel. Ebenso bei manuellen Fräsarbeiten. Danach bei harten Materialien mit Zunderschicht. Auch für die ersten Durchgänge an unbearbeiteten Gussteilen ist es ideal.
Zusätzlich sollte es verwendet werden, wenn die Aufspannung nicht ausreichend steif ist oder bei unterbrochenen Schnitten in zähen Werkstoffen. Schließlich empfiehlt es sich für ältere Maschinen ohne Rückspielkompensation.
Bewährte Praktiken für Gleichlauf- und Gegenlauffräsen
Teste zunächst deine Maschine. Schneide Probestücke in beiden Richtungen. Miss die Oberflächenqualität. Überprüfe den Werkzeugverschleiß nach etwa 20 Teilen. Deine Maschine zeigt dir, was besser funktioniert – hör auf sie.
Verwende immer scharfe Werkzeuge, unabhängig von der Methode. Stumpfe Werkzeuge verstärken jedes Problem. Achte auf das Schnittgeräusch – eine Veränderung des Tons bedeutet, dass sich etwas geändert hat. Halte an und überprüfe.
Spanne dein Werkstück fester, als du denkst, dass nötig ist. Gleichlauffräsen zieht, Gegenlauffräsen hebt. In beiden Fällen bedeutet Bewegung Ausschuss.
Trage das CNC-Kühlmittel richtig auf. Beim Gleichlauffräsen wird Kühlmittel benötigt, um die Wärme abzuführen. Beim Gegenlauffräsen dient es zur Reduzierung der Reibung. Spare keine Zeit, indem du auf Kühlmittel verzichtest.
Fazit
Gleichlauffräsen ist dem Gegenlauffräsen technisch überlegen. Es bietet eine bessere Oberflächenqualität, längere Werkzeugstandzeit und geringere Wärmeentwicklung. Doch Rückspiel kann diese Vorteile sofort zunichtemachen. Moderne Maschinen bevorzugen Gleichlauf, ältere benötigen Gegenlauf. Teste beide Methoden auf deiner Maschine – denn Ergebnisse zählen mehr als Theorie.





